
Un plan de inspección de entrada sirve para decidir la aceptación de un lote a partir de muestras tomadas del mismo. Al elaborar un plan de inspección se tienen en cuenta varios tipos de muestreo:
- Control por atributos (planes simples, dobles y progresivos)
- Control por medición (método S, s, progresivo).
El módulo IQC (Control de calidad entrante) El módulo IQC también puede utilizarse para realizar inspecciones de aceptación utilizando cualquier método. El módulo IQC también puede utilizarse para realizar inspecciones de aceptación utilizando cualquier método, incluido el innovador método de inspección de aceptación de medición progresiva. Cabe señalar que este método, de eficacia constante, permite reducir considerablemente el tamaño de las muestras.
Plan de control para la recepción de atributos
En este tipo de inspección de entrada, cada pieza se mide según una escala OK/KO. El lote se acepta si el número de KO medidos es inferior a un límite.
El control de recepción de atributos puede ser :
- Sencillo: un número determinado de piezas se mide una vez. La aceptación del lote se define al final de la medición de todas las piezas.
- Doble: se mide un primer lote de piezas. El lote se acepta si el número de defectos es inferior a "Aceptación 1". El lote se rechaza si el número de defectos es superior a "Rechazo 1". En caso contrario, se mide un segundo lote de piezas y se acepta el lote si el número de defectos es inferior a "Aceptación 2". Rechazado en caso contrario. Este tipo de inspección de aceptación limita el número de piezas medidas.
- Progresivo: la aceptación o el rechazo del lote se calcula para cada medición. Este tipo de control es el más eficaz. > Más información
Ventaja del control por atributos: fácil de configurar
Desventajas del control de recepción de atributos No es posible lograr un NCA inferior a 1% sin aumentar considerablemente el número de piezas medidas.
Plan de control para la recepción de mediciones
Para este tipo de inspección de aceptación, cada pieza se mide en una escala cuantitativa. El lote se acepta si la media del lote se aleja más de k desviaciones estándar de la tolerancia más próxima (k o el factor k lo define la inspección de aceptación).
Los controles recibidos durante las mediciones pueden ser :
- Sencillo: un número determinado de piezas se mide una vez y la aceptación del lote se define al final de la medición de todas las piezas,
- Progresivo: la aceptación o el rechazo del lote se calcula para cada medición. Este tipo de control es el más eficaz.
Ventaja de la inspección por medición-recepción: reduce significativamente el número de piezas medidas en comparación con la inspección por atributos.
Desventaja del control de la medición: cada pieza debe medirse cuantitativamente.
Curva de eficacia
Al establecer un control estadístico de recepción, es importante tener en cuenta que no es posible detener 100% de las averías entrantes.
Por tanto, el proveedor y el cliente deben acordar un nivel de calidad aceptable, es decir, el porcentaje medio de defectos que la inspección de entrada debe dejar pasar.
El objetivo de la curva de eficacia del control es predecir los resultados del control en función del índice de calidad del lote medido.
Tomemos el siguiente ejemplo:
Recibimos un lote de 1000 piezas con 50 defectos. La inspección de entrada es la siguiente. Se inspeccionan 80 piezas del lote. El lote se acepta si se mide 1 defecto o menos. En caso contrario, se rechaza el lote. Utilizando las leyes de la estadística descriptiva, podemos demostrar que (estadística descriptiva/discontinua abierta) :
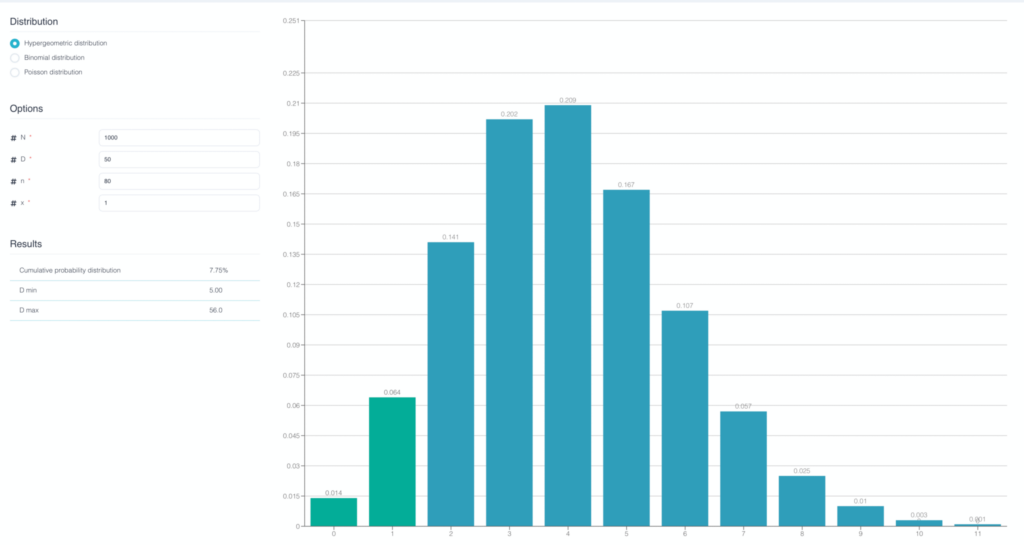
La probabilidad de medir 1 defecto o menos es de 7,7%. En consecuencia, este lote tiene una probabilidad de 7,7% de ser aceptado y una probabilidad de 92,7% de ser rechazado.
Por tanto, podemos predecir que con una inspección de 80 piezas y un nivel de aceptación de 1 defecto, un lote de 1000 piezas que contenga 5% de defectos tiene una probabilidad de 7,7% de ser aceptado.
La curva de eficacia permite obtener la probabilidad de aceptación de todos los lotes posibles. El eje x de la curva de eficacia es el porcentaje de defectos que contiene el lote. El eje Y es el porcentaje de aceptación.
La siguiente figura muestra la curva de eficacia para una inspección de 80 piezas y un nivel de aceptación de 1 defecto:
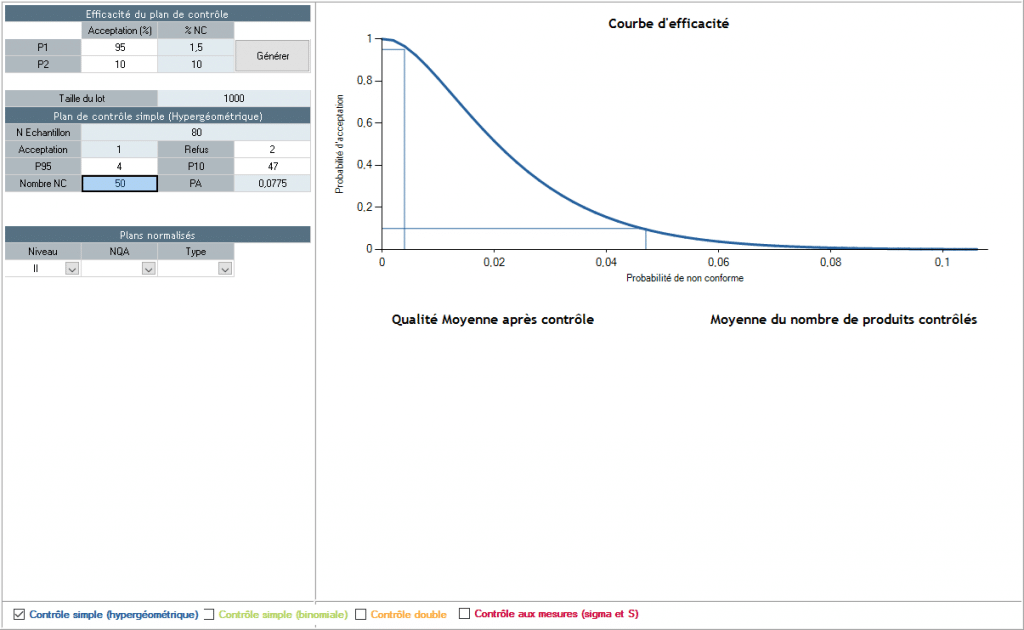
Podemos ver que si hay 50 defectos, el nivel de aceptación es de 7,7%.
P95 y P10
Para caracterizar esta curva, solemos utilizar dos puntos característicos de la misma:
P95 El P95 corresponde a la tasa de defectos de un lote que da lugar a un nivel de aceptación de 95% con el control establecido. En el ejemplo anterior, el P95 es 4, es decir, un lote con 4 defectos tiene una probabilidad de aceptación de 95%.
P10 El P10 corresponde a la tasa de defectos de un lote que da lugar a un nivel de aceptación de 10% con el control establecido. En el ejemplo anterior, el P10 es 47, es decir, un lote con 47 defectos tiene una probabilidad de aceptación de 10%.
