In questo articolo vedremo come calcolare i diversi indici di capacità, in particolare Cp, Pp e Ppk.
Per apprezzare appieno la capacità di un processo, la nozione di tempo è particolarmente importante, poiché esistono due tipi di variabilità:
- Variabilità a breve termine: quando due pezzi vengono prodotti consecutivamente, questi due pezzi non saranno completamente equivalenti a causa delle variazioni intrinseche della macchina. Questa variabilità a breve termine dipende principalmente dalla macchina.
- Variabilità a lungo termine: quando lo stesso processo viene prodotto per un periodo di tempo più lungo, la macchina stessa si disadatterà e i cambiamenti di serie, le variazioni dei lotti di materiale, ecc. porteranno nuove fonti di variazione. Questa variabilità a lungo termine dipende dalla macchina, ma anche da numerose fonti esterne di variabilità e dal modo in cui viene gestito il processo.
Esempio
Per illustrare questo punto, osserviamo il seguente diagramma di produzione:
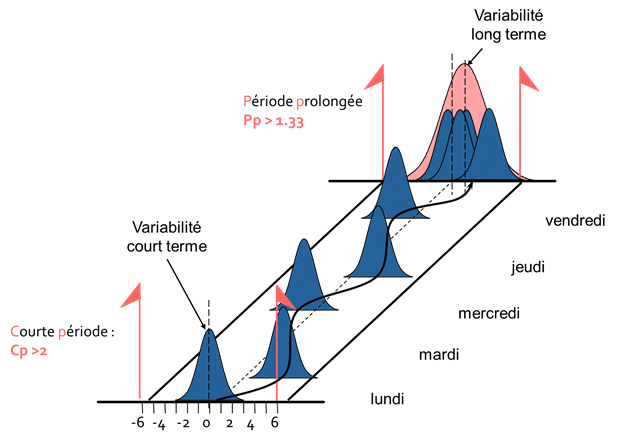
La produzione della settimana è il risultato della produzione dei diversi giorni della settimana. Tuttavia, come illustra il diagramma precedente, le condizioni di produzione nei diversi giorni della settimana non sono equivalenti. La centratura del processo non è la stessa tra la produzione del lunedì, quella del martedì, ecc.
Di conseguenza, possiamo notare che la variabilità sull'intera settimana (curva rossa) è maggiore della variabilità osservata su un breve periodo di tempo, perché tiene conto di un minor numero di fenomeni che potrebbero causare la variabilità, come una regolazione o un cambio di materiale.
Esistono quindi due modi per caratterizzare la capacità di un processo, a seconda del tipo di variabilità osservata: cp a breve termine e pp a lungo termine.
Indice di capacità a breve termine Cp
Cp a breve termineCapacità a breve termine: la capacità a breve termine è utilizzata per caratterizzare la capacità del processo di produrre pezzi buoni, tenendo conto solo della variabilità intrinseca del processo (la variabilità tra due pezzi consecutivi). La capacità a breve termine è indicata con Cp ed è calcolata da :
Cp= \frac{{testo{intervallo di tolleranza}}{6*testo{dispersione a breve termine}}= \frac{testo{intervallo di tolleranza}}{6*sigma_{testo{breve termine}}
In generale, vogliamo :
Cp > 2
Indice di capacità a lungo termine Pp
Pp a lungo termineCapacità a lungo termine: la capacità a lungo termine viene utilizzata per caratterizzare la capacità del processo di produrre pezzi di buona qualità per un lungo periodo di tempo, cioè tenendo conto degli aggiustamenti e delle modifiche di processo che possono verificarsi. La capacità a lungo termine è indicata con Pp ed è calcolata da :
Pp=\frac{intervallo di tolleranza}{6∗dispersione a lungo termine}=\frac{intervallo di tolleranza}{6∗σ_{lungo termine}
In generale, vogliamo :
Pp > 1,33
Poiché la capacità a lungo termine tiene conto di un maggior numero di fonti di variabilità rispetto alla capacità a breve termine, si ha necessariamente :
\´testo{dispersione a lungo termine} < ´testo{dispersione a breve termine}
E così
Pp < Cp
Se questo non è il caso, non significa che la dispersione a breve termine sia maggiore di quella a lungo termine, ma che la dispersione non è stabile nel tempo.
Metodi di calcolo degli indici di capacità Cp, Pp, Ppk
Come abbiamo appena visto, Cp e Pp si calcolano con la stessa formula. Cp e Pp si differenziano per i periodi di tempo su cui viene calcolata la variabilità. Esistono diversi metodi per calcolare Cp e Pp.
Metodo 1: prelievo di diversi campioni a intervalli regolari.
Il primo metodo per calcolare la variabilità a breve e lungo termine consiste nel prelevare diversi campioni a intervalli regolari.
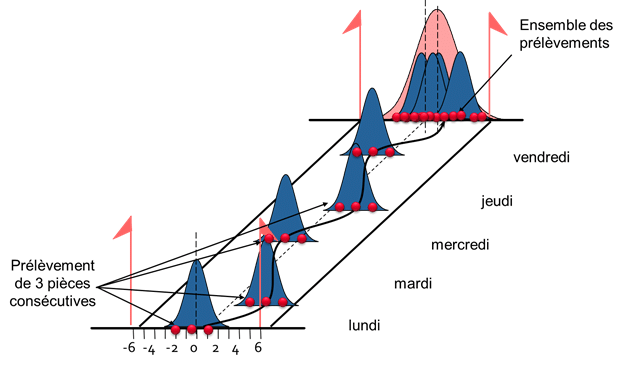
Variabilità a breve termine : La variabilità a breve termine è calcolata utilizzando la deviazione standard intra-serie di tutti i campioni:
\sigma_{{testo{breve termine}}=\sigma_{testo{intra campione}}
Variabilità a lungo termine : 50 pezzi vengono campionati per un periodo caratteristico del processo, per tenere conto di molteplici fonti di variazione del processo, come regolazioni, cambi di utensili, cambi di materiale, ecc:
\sigma_{\text{long term}}=\sigma_{\text{all sample}}=\sqrt{\sum_{}^{}(\frac{^{(x_{i}-\mu)^{2}}}{n-1})}
Esempio: viene prelevato il seguente campione
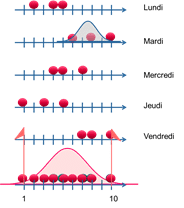
L'intervallo di tolleranza è [1 ;10].
La deviazione standard intraserie è calcolata :
\sigma_{\text{short term}}=\sigma_{\text{intra sample}}=1.7321
Si calcola la deviazione standard di tutte le parti:
\sigma_{\text{long term}}=\sigma_{\text{all sample}}=\sqrt{\sum_{}^{}(\frac{^{(x_{i}-\mu)^{2}}}{n-1})}=2.6904
Possiamo quindi dedurre :
Cp= \frac{{testo{intervallo di tolleranza}}{6*testo{dispersione a breve termine}}= \frac{testo{intervallo di tolleranza}}{6*sigma_{testo{breve termine}}= \frac{9}{6*1,7321}=0,87
Pp= \frac{{testo{intervallo di tolleranza}}{6*testo{dispersione a lungo termine}}= \frac{testo{intervallo di tolleranza}}{6*sigma_{testo{lungo termine}}= \frac{9}{6*2,6904}=0,56
Ppk=\frac{Min(\text{tolleranza max}-\mu,mu-\text{tolleranza min})}{3*{testo{dispersione a lungo termine}}= \frac{4,33}{3*2,6904}=0,54
Metodo 2: prelievo di due campioni separati
Il secondo metodo per calcolare la variabilità a breve e a lungo termine consiste nel prelevare due campioni separati.
- Variabilità a breve termine: per calcolare la variabilità a breve termine del processo si prendono 50 pezzi consecutivi senza aggiustamenti. La variabilità a breve termine è calcolata da :
\sigma_{\text{short term}}=\sigma_{\text{all sample}}=\sqrt{\sum_{}^{}(\frac{^{(x_{i}-\mu)^{2}}}{n-1})}
- Variabilità a lungo termine: 50 pezzi vengono campionati per un periodo caratteristico del processo, per tenere conto delle molteplici fonti di variazione del processo, come regolazioni, cambi di utensili, cambi di materiale, ecc:
\sigma_{\text{long term}}=\sigma_{\text{all sample}}=\sqrt{\sum_{}^{}(\frac{^{(x_{i}-\mu)^{2}}}{n-1})}