
Un piano di ispezione in entrata viene utilizzato per decidere l'accettazione di un lotto sulla base di campioni prelevati dal lotto stesso. Nella stesura di un piano di ispezione si tiene conto di diversi tipi di campionamento:
- Controllo per attributi (piani singoli, doppi e progressivi)
- Controllo mediante misurazione (metodo S, s, progressivo).
Il modulo CQI (Controllo qualità in entrata) Il modulo CQI può essere utilizzato anche per eseguire ispezioni di accettazione con qualsiasi metodo. Il modulo CQI può essere utilizzato anche per eseguire ispezioni di accettazione con qualsiasi metodo, compreso quello altamente innovativo della misurazione progressiva. Si noti che questo metodo, a efficienza costante, consente di ridurre notevolmente le dimensioni del campione.
Piano di controllo per la ricezione degli attributi
Per questo tipo di ispezione in ingresso, ogni pezzo viene misurato secondo una scala OK/KO. Il lotto viene accettato se il numero di KO misurati è inferiore a un limite.
Il controllo della ricezione per gli attributi può essere :
- Semplice: un certo numero di pezzi viene misurato una volta. L'accettazione del lotto viene definita al termine della misurazione di tutti i pezzi.
- Doppio: viene misurato un primo lotto di pezzi. Il lotto viene accettato se il numero di difetti è inferiore a "Accettazione 1". Il lotto viene respinto se il numero di difetti è maggiore di "Rifiuto 1". Altrimenti, viene misurato un secondo lotto di pezzi e il lotto viene accettato se il numero di difetti è inferiore a "Accettazione 2". Altrimenti viene respinto. Questo tipo di ispezione di accettazione limita il numero di pezzi misurati.
- Progressivo: l'accettazione o il rifiuto del lotto viene calcolato per ogni misurazione. Questo tipo di controllo è il più efficace. > Per saperne di più
Vantaggio del controllo basato sugli attributi: facile da configurare
Svantaggi del controllo della ricezione degli attributi Non è possibile ottenere un AQL inferiore a 1% senza aumentare significativamente il numero di pezzi misurati.
Piano di controllo per la ricezione delle misure
Per questo tipo di ispezione di accettazione, ogni pezzo viene misurato su una scala quantitativa. Il lotto viene accettato se la media del lotto è più lontana di k deviazioni standard dalla tolleranza più vicina (k o il fattore k sono definiti dall'ispezione di accettazione).
I controlli ricevuti durante le misurazioni possono essere :
- Semplice: un certo numero di pezzi viene misurato una volta e l'accettazione del lotto viene definita al termine della misurazione di tutti i pezzi,
- Progressivo: l'accettazione o il rifiuto del lotto viene calcolato per ogni misurazione. Questo tipo di controllo è il più efficace.
Vantaggio dell'ispezione misura-ricezione: riduce significativamente il numero di pezzi misurati rispetto all'ispezione degli attributi.
Svantaggio del controllo di misura: ogni pezzo deve essere misurato quantitativamente.
Curva di efficienza
Quando si imposta un controllo statistico della ricezione, è importante sapere che non è possibile bloccare il 100% dei guasti in entrata.
Il fornitore e il cliente devono quindi concordare un livello di qualità accettabile, ovvero la percentuale media di difetti che l'ispezione in entrata deve consentire di superare.
Lo scopo della curva di efficienza del controllo è quello di prevedere i risultati del controllo in funzione del tasso di qualità del lotto misurato.
Prendiamo il seguente esempio:
Riceviamo un lotto di 1000 pezzi con 50 difetti. L'ispezione in entrata avviene come segue. Vengono ispezionati 80 pezzi del lotto. Il lotto viene accettato se viene misurato 1 difetto o meno. In caso contrario, il lotto viene respinto. Utilizzando le leggi della statistica descrittiva, possiamo dimostrare che (statistica descrittiva aperta/discontinua) :
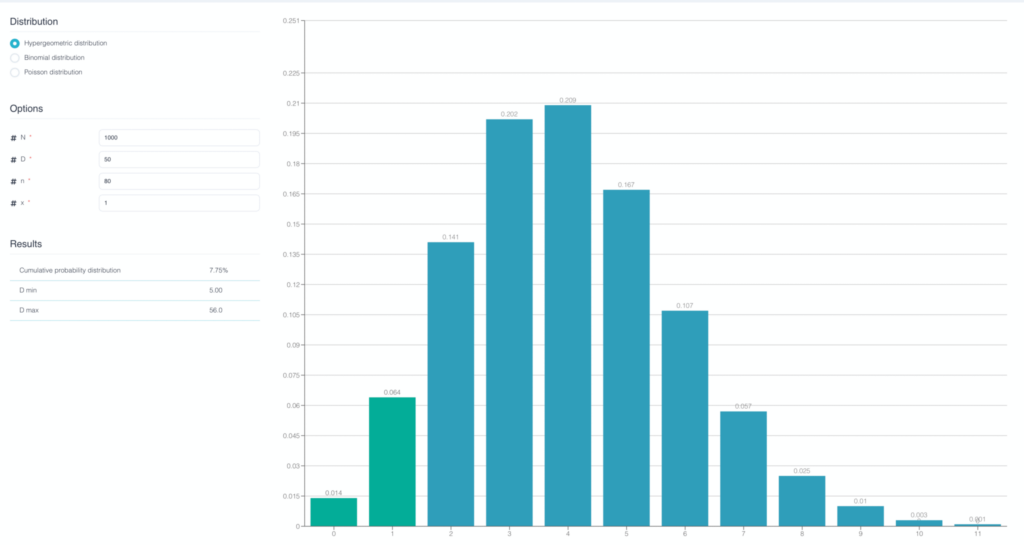
La probabilità di misurare 1 difetto o meno è di 7,7%. Di conseguenza, questo lotto ha 7,7% di probabilità di essere accettato e 92,7% di essere rifiutato.
Possiamo quindi prevedere che con un'ispezione di 80 pezzi e un livello di accettazione di 1 difetto, un lotto di 1000 pezzi contenente 5% di difetti ha una probabilità di essere accettato di 7,7%.
La curva di efficienza viene quindi utilizzata per fornire la probabilità di accettazione per tutti i possibili lotti. L'asse x della curva di efficienza è la percentuale di difetti contenuti nel lotto. L'asse Y è la percentuale di accettazione.
La figura seguente mostra la curva di efficienza per un'ispezione di 80 pezzi e un livello di accettazione di 1 difetto:
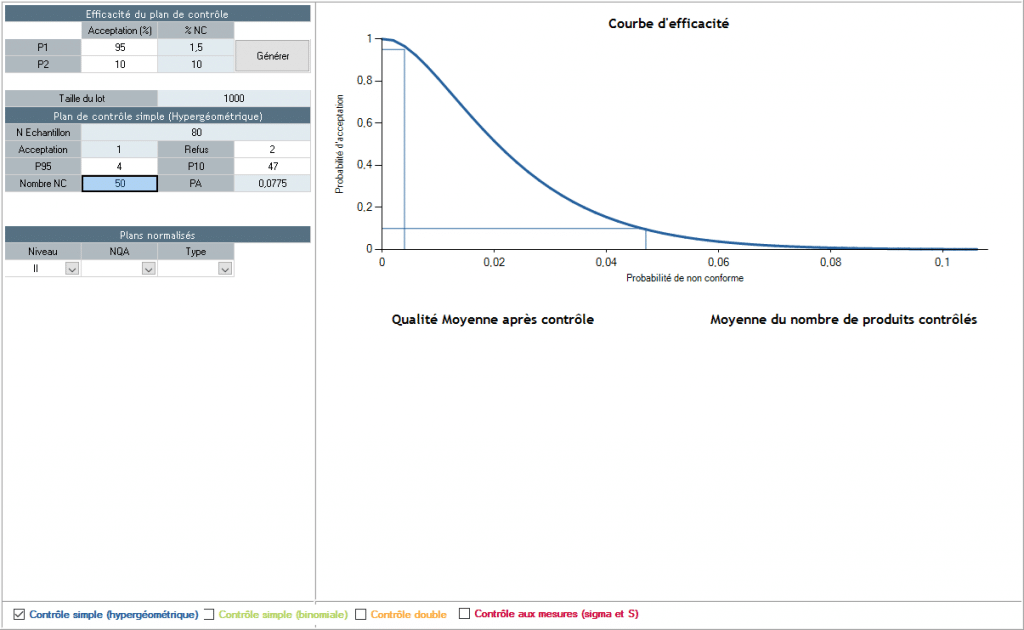
Possiamo vedere che se ci sono 50 difetti, il livello di accettazione è 7,7%.
P95 e P10
Per caratterizzare questa curva, in genere si utilizzano due punti caratteristici della curva:
P95 Il P95 corrisponde al tasso di difetti di un lotto che determina un livello di accettazione di 95% con il controllo in vigore. Nell'esempio precedente, il P95 è pari a 4, vale a dire che un lotto contenente 4 difetti ha una probabilità di essere accettato di 95%.
P10 Il P10 corrisponde al tasso di difetti di un lotto che determina un livello di accettazione di 10% con il controllo in vigore. Nell'esempio precedente, il P10 è 47, cioè un lotto contenente 47 difetti ha una probabilità di essere accettato di 10%.
