Desde 2014, trabajamos con talleres mecánicos, equipos de calidad, ingenieros de procesos y directores industriales para ofrecer formación y asesoramiento sobre calidad, y una cosa está clara.
Los contextos cambian (máquinas, piezas, sectores) pero las mismas situaciones se repiten una y otra vez:
- Las plantas nunca han tenido tantos datos.
- El número de cuadros de mando se ha multiplicado.
- Los sistemas SPC se han vuelto más sofisticados.
- Las alertas están por todas partes.
Y sin embargo, sobre el terreno, vemos las mismas derivas, los mismos ajustes manuales, las mismas explicaciones a posteriori.
- El problema no es la falta de competencias.
- El problema no es la falta de herramientas.
- El problema es que el modelo operativo no ha evolucionado.
SPC: una industria que se ha convertido en experta... en reacción
El CCP ha dado forma a la cultura de la calidad de la industria moderna. Ha aportado rigor, objetividad y un lenguaje común. Durante mucho tiempo fue un gran paso adelante.
Pero seamos sinceros.
En la mayoría de los talleres, el CPS se traduce en :
- operadores que controlan las tarjetas sin entenderlas,
- ingenieros analizando las alarmas,
- desplazamientos ajustados manualmente,
- de las desviaciones explicadas después de que han tenido un impacto.
El CPE ha hecho que las plantas sean muy buenas viendo problemas. Nunca las ha hecho buenas para evitarlos.
Es un sistema fundamentalmente reactivo:
- el proceso va a la deriva,
- puedes verlo,
- corregimos.
Mientras la complejidad siga siendo manejable, funciona. Pero ese mundo ya no existe.
La realidad actual: la reacción ya no escala
Hoy en día, el mecanizado se enfrenta a :
- más referencias,
- series más cortas,
- tolerancias cada vez más estrictas,
- plazos comprimidos,
- equipos sometidos a una presión constante.
En este contexto, la reacción humana ya no puede estar en el centro del sistema de dirección. No porque las personas sean incompetentes. Sino porque el sistema les exige una vigilancia constante en un entorno que se ha vuelto demasiado dinámico.
El SPC dice: «Estás a la deriva».»
Pero eso no encarrila el proceso.
Mientras tanto, el resto del mundo ha seguido adelante
Fuera de la fábrica, nuestras normas han cambiado.
Hoy :
- ya no navegamos sin asistencia,
- ya no podemos optimizar sin algoritmos,
- ya no corregimos todo manualmente.
Ya sea con herramientas de navegación o sistemas de asistencia al conductor, hemos pasado a algo más: sistemas que perciben, comparan y corrigen continuamente.

Una vez acostumbrado a esta asistencia permanente, volver a una lógica puramente reactiva no parece peligroso. Parece ineficaz. Y, sin embargo, eso es exactamente lo que sigue haciendo la industria.
La ilusión más costosa: creer que el SPC es control
Este es uno de los malentendidos más comunes en el sector.
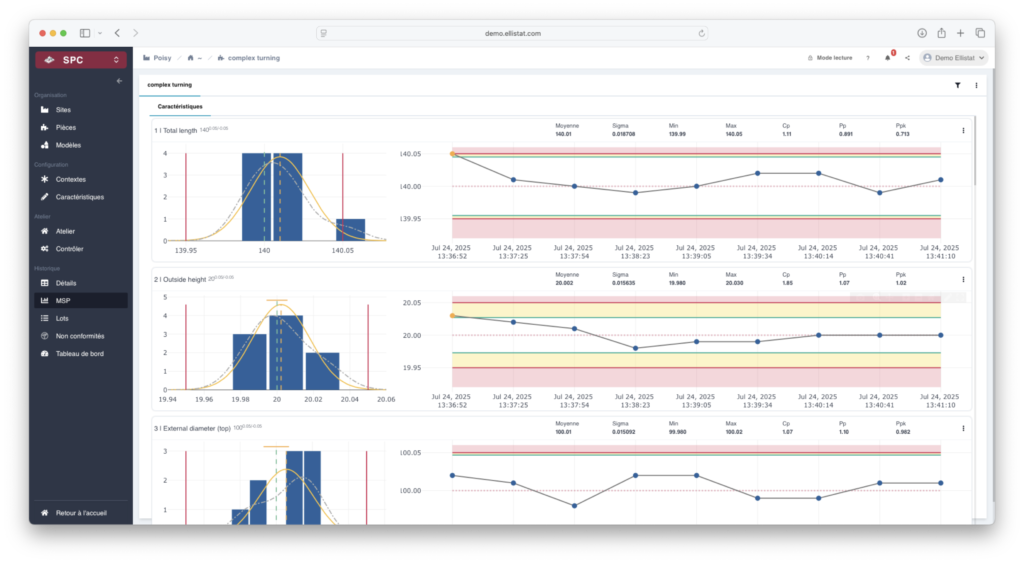
- Los cuadros de mando muestran la realidad.
- Las alertas notifican una desviación.
- Las tarjetas SPC detectan la deriva.
Ninguna de estas herramientas estabiliza un proceso. El SPC se detiene sistemáticamente justo antes de la acción. Deja el bucle abierto.
El PCA: por fin se cierra el círculo
L’APC (Control Automatizado de Procesos) no ofrece una versión «mejorada» del SPC.
Propone un cambio de paradigma.
Donde el CPE observa, el CSA actúa.
Donde el SPC advierte, el APC corrige.
Mientras que el SPC depende de los humanos, el APC reduce su carga cognitiva.
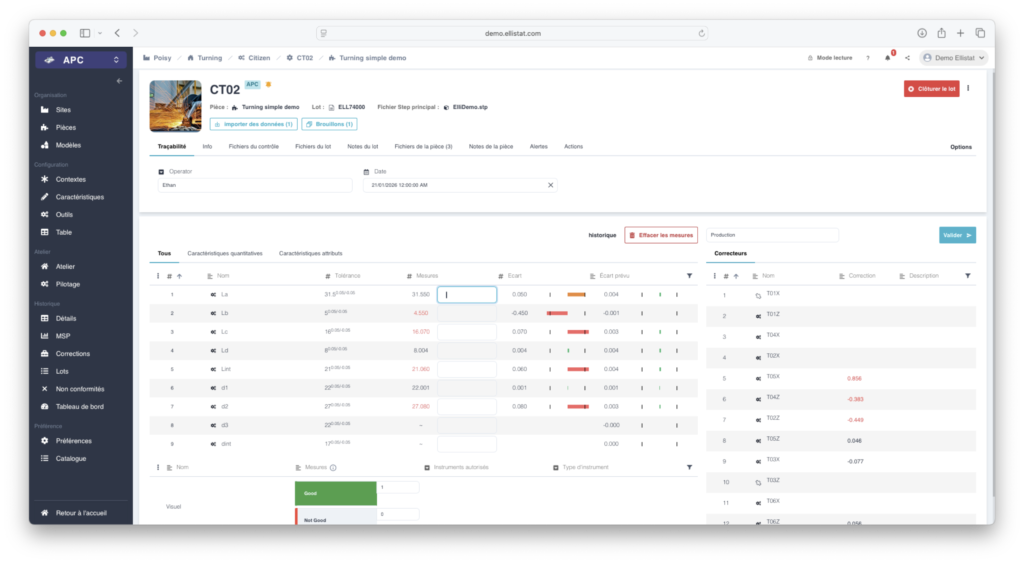
APC :
- explota las medidas existentes,
- modela el comportamiento real del proceso,
- anticipa el desarrollo de aberraciones,
- ajusta automáticamente los parámetros de la máquina,
- mantiene el proceso centrado en el tiempo.
El operario ya no dedica su tiempo a corregir. Supervisa un sistema estable.
Seamos claros: en el mecanizado, el SPC está anticuado
El CPE no es inútil. Lo es obsoleta como herramienta central de gestión.
Sigue creyendo que podemos arreglárnoslas:
- tolerancias micrométricas,
- procesos inherentemente inestables,
- altas velocidades,
con una lógica: medición → aviso → humano → corrección, es como conducir con los ojos en el salpicadero.
Ayer funcionó.
Esto ya no funciona.
Conclusión: el mecanizado necesita su piloto automático
Tras más de diez años como consultor en industria y mecanizado, su convicción es inequívoca. El futuro del rendimiento industrial :
- no está en más datos,
- no está en más cuadros de mando,
- no se trata de reacciones más rápidas.
Se encuentra en :
- menos sorpresas,
- más estabilidad,
- correcciones continuas e invisibles.
La verdadera pregunta ya no es: «¿Disponemos de un SPC?»
Pero, ¿qué hacemos automáticamente cuando el proceso empieza a desviarse?«
En todos los demás ámbitos, la respuesta ya es obvia.
El mecanizado ya no puede limitarse a supervisar. Tiene que conducir. Tiene que pasar a APC.
Y sí, significa una cosa: el SPC, tal y como se utiliza hoy en día en el mecanizado, ha muerto.