L’analyse Gage R&R pour les méthodes quantitatives est une approche analytique fondamentale dans le domaine du contrôle qualité. Cette méthode évalue la précision et la fiabilité des systèmes de mesure utilisés pour des caractéristiques quantitatives, telles que les dimensions, les poids ou les valeurs numériques.
Ellistat propose une multitude de méthode de calcul qui sont adaptées à plusieurs scénarios. le schéma ci-dessous montre les différentes méthodes de calcul proposées par le logiciel.

Exemple : gage R&R mesure avec la méthode ANOVA croisée:
Pour réaliser une analyse de méthode de mesure avec des données quantitatives.

- Cliquer sur le menu Gage R&R
- Dans la barre horizontale : cliquer sur le sous-menu Gage R&R mesures.
- Cliquer sur “ajouter un Gage R&R”
- Compléter les informations sur la méthode de mesure à valider.

⇒ Nom de la gamme: Désignation de la caractéristique quantitative mesurée. exemple: Diamètre, force, pression… etc
⇒ Produits: Mettre la quantité des produits.
⇒ Opérateurs : nombre d’opérateurs.
⇒ Répétitions : nombre de répétitions de mesures par opérateur par pièce.
⇒Processus de mesure: Le nom de l’équipement de la méthode de contrôle ou la machine de contrôle.
⇒ Type de tolérances : la tolérance de la mesurande peut être :
- bilatérale (exemple 9.5mm≤ Diamètre ≤10.5mm)
- unilatérale supérieure : (exemple: Force ≤50N )
- unilatérale inférieure (exemple: 1g/L ≤ Concentration)
⇒ Ecart-type production : Mettre l’écart-type historique de la caractéristique mesurée. Cet écart type est utilisé pour calculer le nombre de catégories distinctes
⇒ Méthode de calcul: Ellistat Data Analysis propose 5 méthodes de calcul des indicateurs de la gage R&R comme le Cpc, le %R&R ou le NCD. Le schéma ci-dessous présente ces 5 méthodes de calcul

⇒Standard : Dans cette case on choisit le standard des critères d’acceptation. Pour le gage R&R Ellistat propose deux standards:
- Le standard classique : Cpc≥4 qui correspond à un %R&R≤25% .
- Le Standard selon IATF 16949 : Cpc≥10 qui correspond à un %R&R≤10%
⇒ Valeur de K: La valeur est utilisée dans le calcul des indicateurs de capabilité %R&R. les valeurs de k proposées dans Ellistat Data Analysis viennent de deux standards.
- k=3 qui vient de la référence AIAG
- k=2 qui vient de la référence VDA
Le terme 2*k correspond au nombre d’écart-types utilisés pour calculer les indicateurs %R&R et Cpc. Cela correspond généralement à 6 (le 6 ici correspond tout simplement à un k=3 -selon AIAG-). Si l’échantillon provient d’une population normalement distribuée, alors environ 99,73% de tous les points de données se situeraient dans cette plage. D’autres valeurs couramment utilisées sont 5,15 pour une couverture de 99% et 4 (le 4 ici correspond tout simplement à un k=2-selon VDA-) pour une couverture de 95%, respectivement.
- En appuyant sur valider, la page de gage R&R mesures ci-dessous s’ouvre. Cette page est composée de deux zones
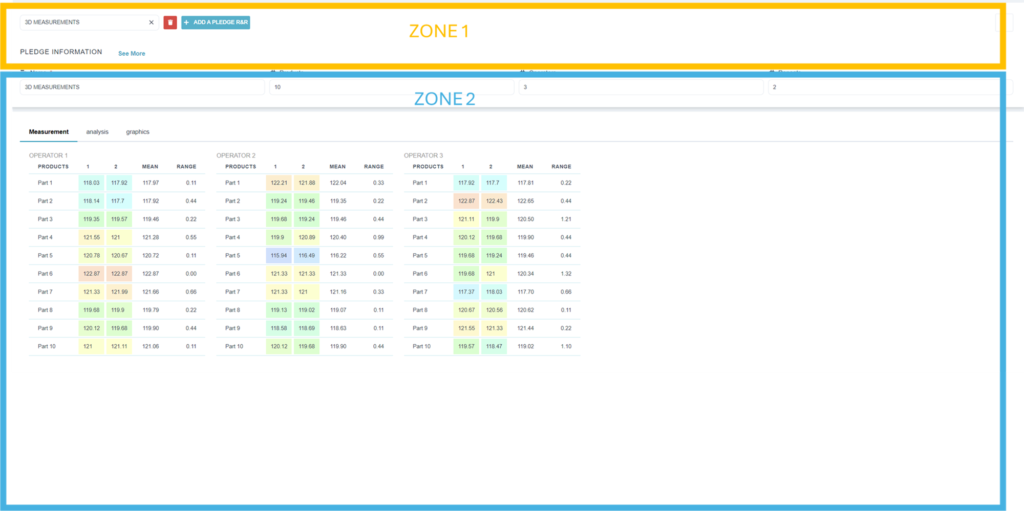
⇒ La zone 1: reprend toutes les informations saisie dans l’étape précédente. Comme le nombre des pièces, le nombre de des opérateurs, le nombre des répétitions, la méthode de clacul, ou la valeur de k.
⇒ La zone 2 : c’est la zone de saisie des résultats. dans cette zone on va saisir les résultats obtenus obtenus par opérateur.
2. Exploitation des résultats:
Dans la zone 2, on peut accéder à 3 onglets. “mesures”, “analyse” et “graphiques”.
2.1.Analyse:
Dans l’onglet analyse plusieurs résultats seront présentés dans différents tableaux:

⇒ Tableau analyse de dispersion: Un tableau d’analyse de la dispersion dans une étude R&R (Répétabilité et Reproductibilité) est un outil utilisé pour présenter les résultats de l’analyse de la variance (ANOVA) effectuée dans le cadre de cette étude. Ce tableau résume les différentes sources de variation dans la mesure, telles que la variation due aux opérateurs, aux pièces et à l’interaction entre les deux. Il fournit également des estimations des composantes de variance, telles que la variance due à la répétabilité (la capacité d’un opérateur à mesurer de manière cohérente) et la variance due à la reproductibilité (la capacité de différents opérateurs à obtenir des mesures cohérentes).

⇒ Calculs Gage R&R à partir des tolérances: Le calcul du Gage R&R (Répétabilité et Reproductibilité) à partir des tolérances implique d’évaluer la capacité de mesure d’un instrument ou d’un système de mesure par rapport aux tolérances spécifiées pour les caractéristiques mesurées. la valeurs qu’on vérifie après cette étude sont le Cpc ou le %R&R. le code couleur utilisé respecte les critères du Cpc présentés sur l’échelle qui au dessus de la table de résultat. Ces critères dépendent du standard choisi ( standard ou IATF 16949)

⇒ Calculs Gage R&R à partir de la dispersion de la production : Les calculs du Gage R&R à partir de la dispersion de la production sont une méthode d’évaluation de la capacité de mesure d’un système de mesure en utilisant les données de production réelles. Cette méthode est utilisée pour vérifier la capacité du système de mesure à détecter la variabilité de la production.
Les valeurs que l’on vérifie après cette étude sont le NDC, le Cpc ou le %R&R. le code couleur utilisé respecte les critères du Cpc présentés sur l’échelle qui au dessus de la table de résultat. Ces critères dépendent du standard choisi (standard ou IATF 16949)

2.2. Graphiques
Dans l’onglet Graphique, on retrouve différents graphiques
⇒ Graphique Globale : en abscisse les pièces et en ordonnées les mesures et chaque graphique de la même couleur illustre les répétitions obtenue par chaque opérateur.

⇒ Graphique de la moyenne ou la reproductibilité: Sur l’axe horizontal sont disposées les pièces, tandis que sur l’axe vertical sont représentées les moyennes des répétitions obtenues par chaque opérateur pour chaque pièce. Ces graphiques sont également connus sous le nom de graphiques de reproductibilité, car lorsque les graphiques des opérateurs se superposent pour toutes les pièces, cela indique une méthode hautement reproductible.

⇒ Graphique de l’étendue ou la répétabilité: Les pièces sont représentées sur l’axe horizontal, tandis que l’étendue des répétitions obtenues par chaque opérateur pour chaque pièce est indiquée sur l’axe vertical. Ces graphiques sont également appelés graphiques de répétabilité, car lorsque les plages de variation des opérateurs restent sous contrôle pour toutes les pièces, cela indique qu’il n’y a pas eu d’étendue significativement différente des autres sur une pièce en particulier.

⇒ Pareto de contribution sources de variation dans la variabilité de la méthodes de mesure: Dans le cadre de l’évaluation de la variabilité d’une méthode de mesure, le Pareto de contribution des sources de variation permet de visualiser graphiquement les différentes sources de variation en fonction de leur impact sur la variabilité globale de la mesure. Les sources de variation les plus importantes sont classées en ordre décroissant d’importance, ce qui permet aux responsables de cibler efficacement les efforts d’amélioration sur les causes principales de variabilité de la méthode de mesure.

⇒ **Pareto de contribution sources de variation dans la variabilité totale (pièce incluse):**Dans le contexte de l’analyse Gage R&R, le Pareto de contribution des sources de variation dans la variabilité totale (incluant les pièces) est un outil d’analyse visant à vérifier visuellement que la variabilité due aux pièces est supérieure à la variabilité de la méthode de mesure elle même.

La vidéo suivante montre les différentes étapes pour réaliser l’étude gage R&R mesures avec la méthode ANOVA croisée.