
A bejövő ellenőrzési terv alapján döntenek a tétel elfogadásáról a tételből vett minták alapján. Az ellenőrzési terv elkészítésekor többféle mintavételi módot vesznek figyelembe:
- Attribútumok szerinti ellenőrzés (egyszeres, kettős és progresszív tervek)
- Méréssel történő ellenőrzés (S, s, progresszív módszer).
A modul IQC (bejövő minőségellenőrzés) Az IQC modul bármely módszerrel történő átvételi ellenőrzésre is használható. Az IQC modul bármely módszerrel történő átvételi ellenőrzésre is használható, beleértve a rendkívül innovatív progresszív méréses átvételi ellenőrzési módszert is. Meg kell jegyezni, hogy ez a módszer állandó hatékonyság mellett lehetővé teszi a minták méretének jelentős csökkentését.
Az attribútumok fogadására vonatkozó ellenőrzési terv
Az ilyen típusú bejövő ellenőrzés során minden egyes alkatrészt egy OK/KO skála szerint mérnek. A tétel akkor fogadható el, ha a mért KO-k száma egy határérték alatt van.
Az attribútumok átvételi ellenőrzése lehet :
- Egyszerű: bizonyos számú alkatrészt egyszer mérnek meg. A tétel elfogadását az összes alkatrész mérésének végén határozzák meg.
- Dupla: az alkatrészek első tételének mérése. A tétel akkor kerül elfogadásra, ha a hibák száma kisebb, mint az "Acceptance 1". A tétel visszautasításra kerül, ha a hibák száma nagyobb, mint a "Visszautasítás 1". Ellenkező esetben az alkatrészek második tételét mérik meg, és a tételt elfogadják, ha a hibák száma kisebb, mint az "Elfogadás 2". Ellenkező esetben visszautasítva. Ez a fajta átvételi ellenőrzés korlátozza a mért alkatrészek számát.
- Progresszív: a tétel elfogadása vagy elutasítása minden egyes mérésnél kiszámításra kerül. Ez a fajta ellenőrzés a leghatékonyabb. > Tudjon meg többet
Az attribútum-alapú ellenőrzés előnye: könnyen beállítható
Az attribútumfogadás ellenőrzésének hátrányai A 1%-nél kisebb AQL nem érhető el a mért alkatrészek számának jelentős növelése nélkül.
Ellenőrzési terv a mérések fogadására
Az ilyen típusú átvételi ellenőrzés során minden egyes alkatrészt mennyiségi skálán mérnek. A tételt akkor fogadják el, ha a tétel átlaga k standard eltérésnél nagyobb távolságra van a legközelebbi tűréshatártól (a k vagy k tényezőt az átvételi ellenőrzés határozza meg).
A mérések során kapott ellenőrzések lehetnek :
- Egyszerű: bizonyos számú alkatrészt egyszer mérnek meg, és a tétel elfogadását az összes alkatrész mérésének végén határozzák meg,
- Progresszív: a tétel elfogadása vagy elutasítása minden egyes mérésnél kiszámításra kerül. Ez a fajta ellenőrzés a leghatékonyabb.
A mérés-bevételi ellenőrzés előnye: jelentősen csökkenti a mért alkatrészek számát az attribútumvizsgálathoz képest.
A mérésellenőrzés hátránya: Minden egyes alkatrészt mennyiségileg kell mérni.
Hatékonysági görbe
A statisztikai vételellenőrzés beállításakor fontos tudni, hogy a beérkező hibák 100% leállítása nem lehetséges.
A beszállítónak és a vevőnek ezért meg kell állapodnia egy elfogadható minőségi szintről, azaz a hibák átlagos százalékos arányáról, amelyet a bejövő ellenőrzésnek át kell engednie.
Az ellenőrzési hatékonysági görbe célja az ellenőrzési eredmények előrejelzése a mért tétel minőségi arányának függvényében.
Vegyük a következő példát:
Kapunk egy 1000 darabos tételt, amely 50 hibát tartalmaz. A bejövő ellenőrzés a következő. A tételből 80 darabot vizsgálunk meg. A tételt elfogadjuk, ha 1 hibát vagy annál kevesebbet mérünk. Ha nem, a tételt visszautasítjuk. A leíró statisztika törvényei alapján megmutathatjuk, hogy (nyitott leíró/diszkontinuus statisztika) :
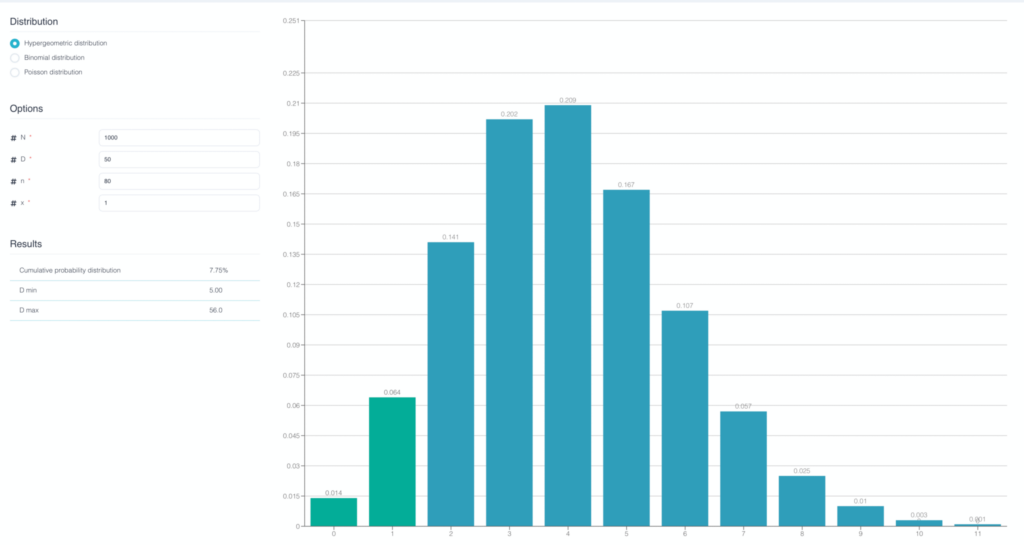
Az 1 vagy annál kevesebb hiba mérésének valószínűsége 7,7%. Ennek eredményeként ez a tétel 7,7% eséllyel kerül elfogadásra, és 92,7% eséllyel kerül visszautasításra.
Ezért megjósolhatjuk, hogy 80 darabos ellenőrzés és 1 hiba elfogadási szint mellett egy 5% hibát tartalmazó 1000 darabos tételnek 7,7% esélye van az elfogadásra.
A hatékonysági görbét ezért arra használják, hogy megadja az elfogadás valószínűségét az összes lehetséges tételre. A hatékonysági görbe x tengelye a tételben található hiba százalékos aránya. Az Y tengely az elfogadás százalékos aránya.
A következő ábra a hatékonysági görbét mutatja 80 alkatrész ellenőrzésére és 1 hiba elfogadási szintjére vonatkozóan:
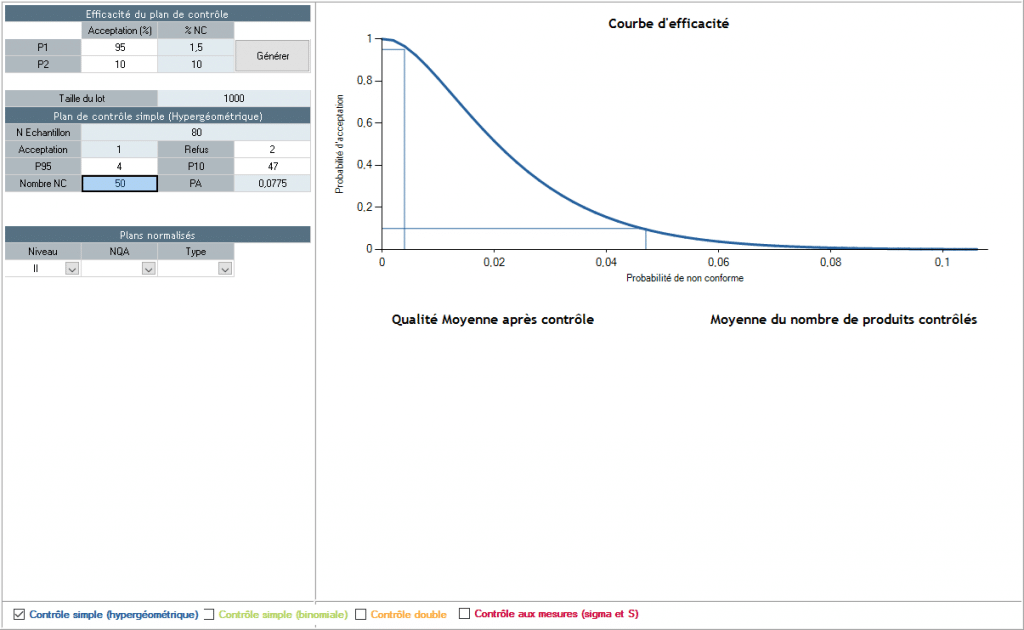
Láthatjuk, hogy 50 hiba esetén az elfogadási szint 7,7%.
P95 és P10
E görbe jellemzésére általában a görbe két jellemző pontját használjuk:
P95 A P95 megfelel a 95% elfogadási szintet eredményező tétel hibaarányának, ha az ellenőrzés működik. Az előző példában a P95 4, azaz egy 4 hibát tartalmazó tétel 95% esélye van az elfogadásra.
P10 A P10 megfelel egy olyan tétel hibaarányának, amely 10% elfogadási szintet eredményez, ha az ellenőrzés működik. Az előző példában a P10 értéke 47, azaz egy 47 hibát tartalmazó tétel elfogadásának esélye 10%.
