
Ein Wareneingangsprüfplan dient dazu, die Entscheidung über die Annahme eines Loses auf der Grundlage einer Probenahme aus dem Los zu treffen. Bei der Erstellung eines Kontrollplans werden verschiedene Arten der Probenahme berücksichtigt:
- Kontrolle durch Attribute (einfache, doppelte, progressive Ebenen)
- Kontrolle durch Messung (S, s, progressive Methode).
Das Modul IQC (Incoming Quality Control) von Ellistat, ermöglicht nicht nur die Berechnung von standardisierten Kontrollplänen, sondern auch die Erstellung von individuellen Kontrollplänen, die oftmals viel besser geeignet sind als die standardisierten Pläne.Das IQC-Modul ermöglicht auch die Durchführung von Eingangskontrollen mit jeder beliebigen Methode. Dies gilt auch für die sehr innovative Methode der Eingangskontrolle mit schrittweisen Messungen. Es wird darauf hingewiesen, dass diese Methode bei gleichbleibender Effizienz die Stichprobengrößen erheblich reduzieren kann.
Kontrollplan Empfang von Attributen
Bei dieser Art der Abnahmeprüfung wird jedes Teil nach einer OK/KO-Skala gemessen. Die Annahme des Loses erfolgt, wenn die Anzahl der gemessenen KO unter einem Grenzwert liegt.
Die Kontrolle über den Empfang von Attributen kann :
- Einfach: Eine bestimmte Anzahl von Teilen wird einmal gemessen. Die Annahme des Loses wird am Ende der Messung aller Teile festgelegt.
- Doppel: Eine erste Charge von Teilen wird gemessen. Das Los wird angenommen, wenn die Anzahl der Fehler kleiner als "Annahme 1" ist. Das Los wird abgelehnt, wenn die Anzahl der Fehler größer ist als "Ablehnung 1". Andernfalls wird eine zweite Charge von Teilen gemessen und die Charge wird angenommen, wenn die Anzahl der Fehler kleiner als "Annahme 2" ist. Andernfalls wird es abgelehnt. Diese Art der Abnahmeprüfung ermöglicht es, die Anzahl der gemessenen Teile zu begrenzen.
- Progressiv: Die Annahme oder Ablehnung des Loses wird für jede Messung berechnet. Diese Art der Kontrolle ist die effektivste. > Mehr dazu
Vorteil der Attributempfangskontrolle: einfach einzurichten
Nachteile der Attributempfangskontrolle : ermöglicht es nicht, eine AQL von weniger als 1% zu erreichen, ohne die Anzahl der gemessenen Teile wesentlich zu erhöhen.
Kontrollplan Empfang von Messungen
Bei dieser Art der Abnahmeprüfung wird jedes Teil nach einer quantitativen Skala gemessen. Die Annahme des Loses erfolgt, wenn der Mittelwert des Loses weiter als k Standardabweichung von der nächstgelegenen Toleranz entfernt ist (k oder k-Faktor wird durch die Abnahmeprüfung festgelegt).
Die Kontrolle, die die Maßnahmen empfängt, kann :
- Einfach: Man misst einmal eine bestimmte Anzahl von Teilen und die Annahme des Loses wird am Ende der Messung aller Teile festgelegt,
- Progressiv: Die Annahme oder Ablehnung des Loses wird für jede Messung berechnet. Diese Art der Kontrolle ist die effektivste.
Vorteil der Messungseingangskontrolle: Begrenzt die Anzahl der gemessenen Teile im Vergleich zu einer Attributskontrolle sehr deutlich.
Nachteile der Kontrolle durch Messung: Es ist notwendig, jedes Teil quantitativ zu messen.
Kurve der Wirksamkeit
Wenn man eine statistische Abnahmeprüfung einführt, muss man sich darüber im Klaren sein, dass es nicht möglich ist, 100% der eingehenden Fehler zu stoppen.
Der Lieferant und der Kunde müssen sich daher auf ein akzeptables Qualitätsniveau einigen, d. h. auf den durchschnittlichen Fehlerprozentsatz, den die Abnahmeprüfung durchlassen darf.
Die Kontrolleffizienzkurve zielt darauf ab, die Ergebnisse der Kontrolle anhand der Qualitätsrate des gemessenen Loses vorherzusagen.
Nehmen wir das folgende Beispiel:
Man erhält eine Charge von 1000 Stück, die 50 Fehler enthält. Die eingerichtete Wareneingangsprüfung sieht wie folgt aus. Es werden 80 Teile des Loses geprüft. Die Charge wird angenommen, wenn 1 Fehler oder weniger gemessen wird. Andernfalls wird die Charge zurückgewiesen. Nach den Gesetzen der deskriptiven Statistik kann man zeigen, dass (deskriptive/diskontinuierliche Statistik öffnen) :
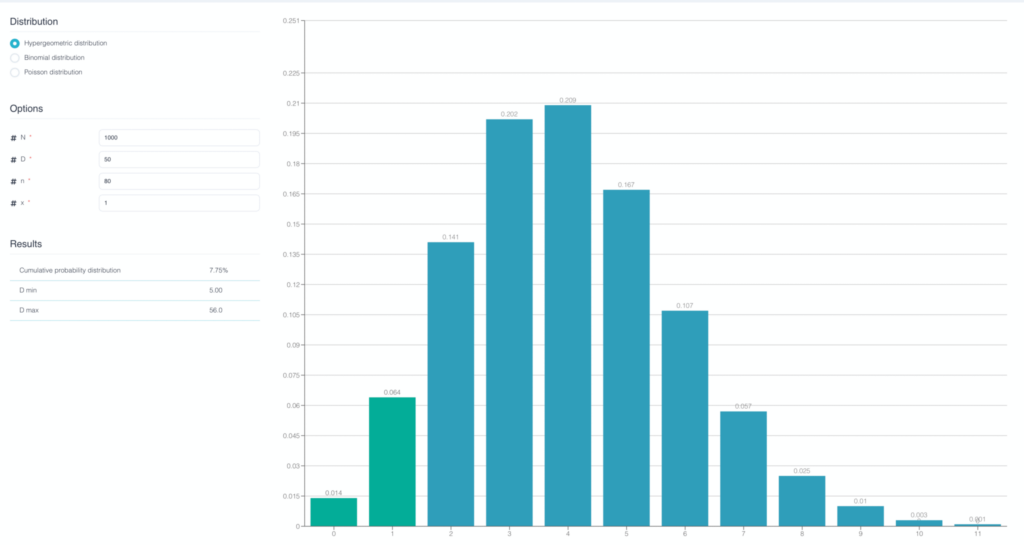
Die Wahrscheinlichkeit, einen Fehler oder weniger zu messen, beträgt 7,7%. Daher wird dieses Los mit einer Wahrscheinlichkeit von 7,7% angenommen und mit einer Wahrscheinlichkeit von 92,7% abgelehnt.
Man kann also vorhersagen, dass bei einer Prüfung von 80 Teilen und einem Akzeptanzniveau von 1 Fehler eine Charge von 1000 Teilen, die 5% Fehler enthält, eine Chance von 7,7% hat, akzeptiert zu werden.
Die Effizienzkurve dient also dazu, für alle möglichen Lose die Wahrscheinlichkeit anzugeben, dass dieses Los angenommen wird. Die X-Achse der Effizienzkurve ist der Prozentsatz der in der Charge enthaltenen Fehler. Die y-Achse ist der Prozentsatz der Akzeptanz.
Die folgende Abbildung zeigt die Effizienzkurve bei einer Prüfung von 80 Teilen und einer Akzeptanzstufe von 1 Fehler :
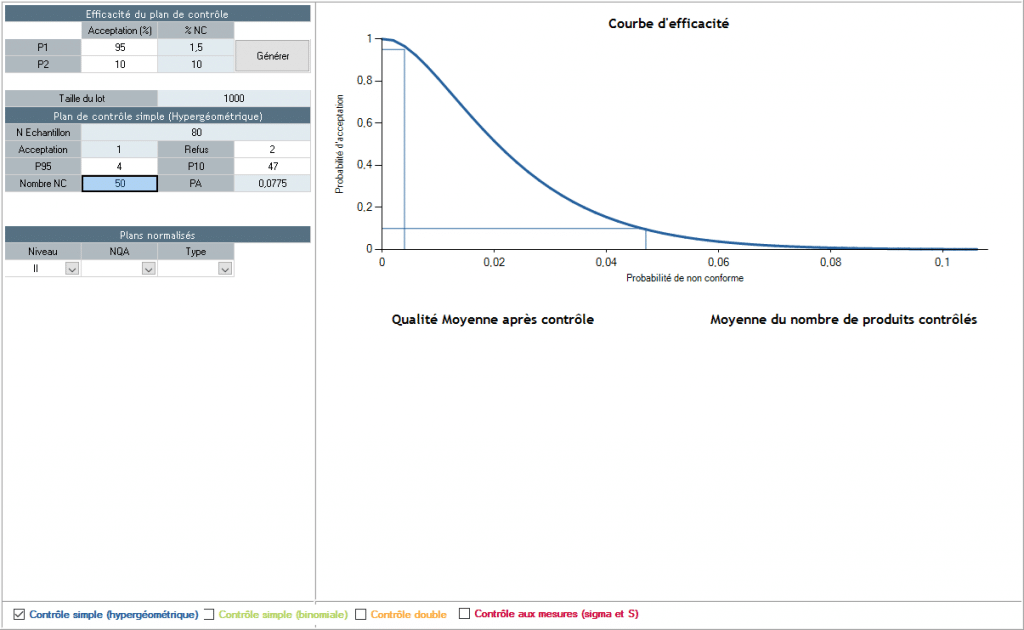
Es ist tatsächlich zu beobachten, dass bei 50 Fehlern das Akzeptanzniveau bei 7,7% liegt.
P95 und P10
Um diese Kurve zu charakterisieren, verwendet man in der Regel zwei charakteristische Punkte der Kurve :
P95 P95: Die P95 entspricht der Fehlerrate einer Charge, die bei der eingesetzten Kontrolle ein Akzeptanzniveau von 95% bewirkt. Im obigen Beispiel beträgt die P95 4, d. h. eine Charge mit 4 Fehlern hat eine Chance von 95%, akzeptiert zu werden.
P10 P10: Der P10 entspricht der Fehlerrate einer Charge, die bei der eingesetzten Kontrolle eine Akzeptanzstufe von 10% bewirkt. Im obigen Beispiel beträgt der P10 47, d. h. eine Charge mit 47 Fehlern hat eine Chance von 10%, akzeptiert zu werden.
