Gage R&R (Repeatability and Reproducibility) is used to qualify a measurement process. This means checking that the variability of the measurement process is compatible with the variability of the quantity to be measured.
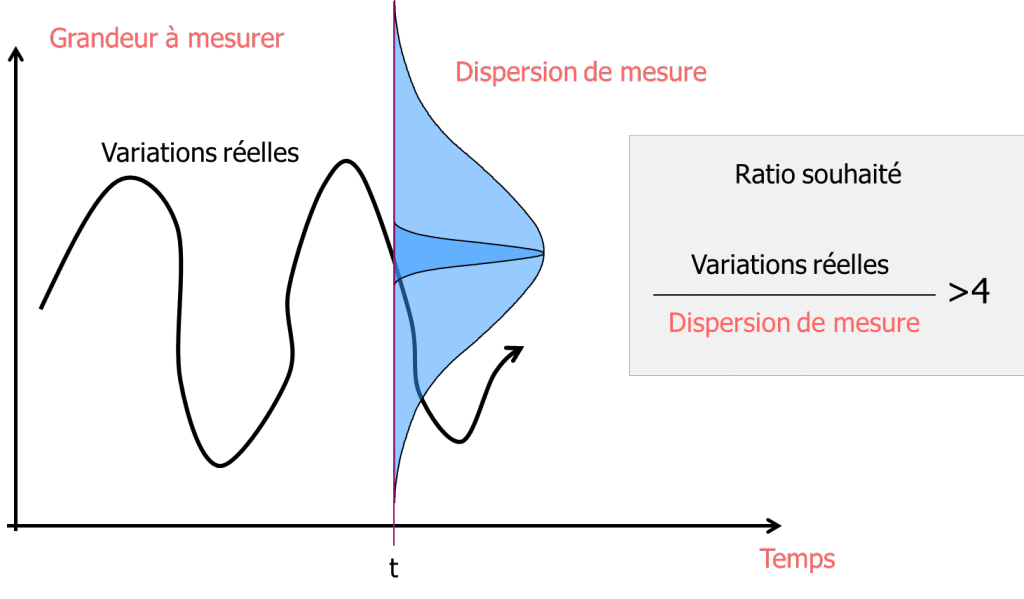
It is considered necessary to have a ratio of 4 between part variability and measurement variability. This ratio is expressed as Cpc production:
\text{Cpc production}=\frac{text{production dispersion}}{\text{measurement dispersion}}
Cpc production is therefore dependent on part dispersion. However, when we want to characterize a measuring instrument, we would like this characterization to be independent of production variability. We therefore introduce a new type of variable, which allows us to characterize the measuring instrument not in terms of part dispersion, but in terms of part tolerance interval.
In the same way as a capability is calculated, the measuring instrument will be characterized :
- Or by Cpc (Control Process Capability):
\text{Cpc}=\frac{\text{tolerance interval}}{\text{measurement dispersion}}> 4
- GRR% (Repeatability and Reproducibility):
{\text{GRR}=\frac{\text{measurement dispersion}}{\text{tolerance interval}}<\text{0.3}}
As you can see, the two indicators represent the same thing and we have the relationship:
\text{GRR}=\frac{\text{1}}{\text{Cpc}}
Here are the generally accepted rules:
| Cpc | GRR% | |
|---|---|---|
| Unacceptable | <3 | >30% |
| Process limits | >3 and < 4 | 20% |
| Acceptable | >4 | <20% |
| Excellent | >8 | <10% |
Calculate the variability of a measuring instrument
To gage the variability of a measurement process, we must perform a repeatability and reproducibility test (Gage R&R).
Gage Repeatability and Reproducibility (GRR) aims to characterize the overall variability of the measurement process, by separating what falls within the scope of repeatability (i.e. the variability of a measurement taken repeatedly) from what falls within the scope of reproducibility (i.e. a difference between several operators).
To perform this test you need :
Standard test: 3 operators each measure 10 parts 3 times each
Rapid test: 3 operators each measure 10 parts 1 time each (this test cannot be used to separate repeatability and reproducibility).
Once the measurements have been made, there are two methods for calculating the dispersion of the measurement medium:
ANOVA method : A more accurate method, which calculates both repeatability and reproducibility, and detects any interactions between parts and operators.
RANGE method : A more approximate method, easy to calculate with an Excel spreadsheet, but which does not detect any part/operator interaction.
We recommend that you use the ANOVA method, as it is the most accurate.
Range method
The range method is particularly used in industry, as its calculations can easily be performed by hand.
This method can be used to calculate the repeatability and reproducibility of the measurement process. However, it does not calculate interaction, which limits its scope. The method is based on the calculation of an intra-sample standard deviation from the ranges.
The calculation principle is as follows:
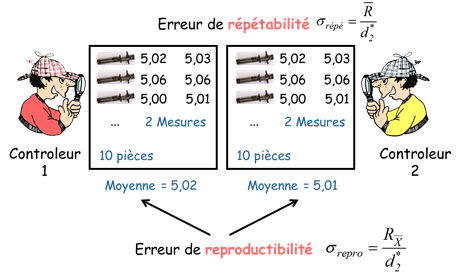
We consider all the measurements made on each part by each operator to be a sample. In this way, the intra-sample variability represents the repeatability of the measurement process, calculated by :
\sigma_{repetablity}=\frac{\overline{R}}{d_{2}^{*}}
We then consider the averages of each operator's measurements as a sample. This allows us to calculate the reproducibility of the measurement process by :
\sigma_{operator}=\frac{R_{\overline{X}}}{d_{2}^{*}}
ANOVA method
Visit ANOVA method is more complex:
To perform GRR and Cpc using the ANOVA method, we use the Fisher test:
| Sources of variability | Sum of squares | Degree of freedom | Average square | F-Statistics |
|---|---|---|---|---|
| Operator | SSA | a-1 | \text{MSA}=\frac{\text{SSA}}{\text{a-1}} | \text{F}=\frac{\text{MSA}}{\text{MSE}} |
| Parts | SSB | b-1 | \text{MSB}=\frac{\text{SSB}}{\text{b-1}} | \text{F}=\frac{\text{MSB}}{\text{MSE}} |
| Interaction (Operator/part) | SSAB | (a-1)(b-1) | \text{MSAB}=\frac{\text{SSAB}}{\text{(a-1)(b-1)}} | \text{F}=\frac{\text{MSAB}}{\text{MSE}} |
| Instrument | SSE | ab(n-1) | \text{MSE}=\frac{\text{SSE}}{\text{ab(n-1)}} | |
| Total | TSS | N-1 |
with:
- a = number of operators
- b = number of pieces
- n = number of repetitions
- N = total number of measurements = abn
\text{SSA}=\sum^{a}{\frac{Y_{i}^{2}}{\text{bn}}}-\frac{Y_{**}^{2}}{N}
\text{SSB}=\sum^{b}{\frac{Y_{i}^{2}}{\text{an}}}-\frac{Y_{**}^{2}}{N}
\text{SSAB}=\sum^{a}\sum^{b}{\frac{Y_{ij}^{2}}{n}}-\frac{Y_{**}^{2}}{N}-\text{SSA}-\text{SSB}
\text{TSS}=\sum^{a}\sum^{b}\sum^{n}Y_{ijk}^{2}-\frac{Y_{**}^{2}}{N}
\text{SSE}=\text{TSS}-\text{SSA}-\text{SSB}-\text{SSAB}
The repeatability of the measurement process is given by :
\text{Répétabilité}=5.15\sqrt{\text{MSE}}
The reproducibility of the measurement process is given by :
\text{Reproductibilité}=5.15\sqrt{\frac{\text{MSA}-\text{MSAB}}{\text{bn}}}
The interaction is given by :
\text{Intéraction}=5.15\sqrt{\frac{\text{MSAB}-\text{MSE}}{\text{n}}}
The variability of the measurement process is given by
\text{Dispersion}=5.15\sqrt{\text{Repeatability}^2+\text{Reproducibility}^2+\text{Interpretation}^2}
Finally, we calculate :
\text{GRR}=frac{Dispersion}{IT}
This method is therefore much more complex to implement, but it allows us to calculate interaction as a source of dispersion, which is not possible with the RANGE method. It is therefore more precise.
