A mennyiségi módszerek mérőműszeres R&R elemzése alapvető analitikai megközelítés a minőségellenőrzés területén. Ez a módszer a mennyiségi jellemzők, például méretek, súlyok vagy számértékek mérésére használt mérőrendszerek pontosságát és megbízhatóságát értékeli.
Az Ellistat számítási módszerek sokaságát kínálja, amelyek számos forgatókönyvhöz alkalmazkodnak. Az alábbi ábra mutatja a szoftver által kínált különböző számítási módszereket.

Példa: R&R mérőeszköz mérése a kereszt ANOVA módszerrel:
Mérési módszer elemzésének elvégzése mennyiségi adatokkal.

- Kattintson a Gage R&R menüre
- A vízszintes sávban: kattintson a Gage R&R mesures almenüre.
- Kattintson a "R&R-kötelezvény hozzáadása" gombra.
- Töltse ki a hitelesítendő mérési módszerre vonatkozó információkat.

⇒ Tartomány neveA mért mennyiségi jellemző megnevezése, pl. átmérő, erő, nyomás stb.
⇒ TermékekÁllítsa be a termékek mennyiségét.
⇒ Operátorok az üzemeltetők száma.
⇒ Próbák A mérési ismétlések száma kezelőnként és alkatrészenként.
⇒Mérési folyamat: A vezérlési módszerrel működő berendezés vagy vezérlőgép neve.
⇒ A tűrés típusa A mérőeszköz tűrése lehet :
- kétoldalú (példa 9.5mm≤ Átmérő ≤10,5 mm)
- felettes egyoldalú: (példa: Force ≤50N )
- alsó egyoldalú (példa: 1g/L ≤ Koncentráció)
⇒ Termelési szórás : Adja meg a mért jellemző történelmi szórását. Ezt a szórást használják a különböző kategóriák számának kiszámításához.
⇒ Számítási módszerAz Ellistat adatelemzés 5 módszert kínál az R&R irányítási mutatók kiszámítására, mint például Cpc, %R&R vagy NCD. Az alábbi ábra az 5 számítási módszert mutatja

⇒Standard Ebben a mezőben választhatja ki az elfogadási kritériumok szabványát. Az Ellistat két szabványt kínál az R&R garanciához:
- A klasszikus szabvány: Cpc≥4 ami megfelel egy %R&R≤25% .
- A szabvány szerint IATF 16949: Cpc≥10 ami megfelel egy %R&R≤10%
⇒ KAz értéket az %R&R képességmutatók kiszámításánál használják. Az Ellistat adatelemzésben javasolt k értékek két szabványból származnak.
- k=3, amely az AIAG referenciából származik.
- k=2, amely a VDA referenciából származik.
A 2*k kifejezés a mutatók kiszámításához használt standard eltérések számának felel meg. %R&R és Cpc. Ez általában 6 értéknek felel meg (a 6 itt egyszerűen k=3-nak felel meg - az AIAG szerint -). Ha a minta egy normális eloszlású populációból származik, akkor az adatpontok körülbelül 99,73% %-a esik ebbe a tartományba. Más általánosan használt értékek: 5,15 99% lefedettség esetén, illetve 4 (a 4 itt egyszerűen k=2-nek felel meg - a VDA szerint -) 95% lefedettség esetén.
- Ha megnyomja az érvényesítés gombot, megnyílik az alábbi R&R intézkedések ígérete oldal. Ez az oldal két területből áll
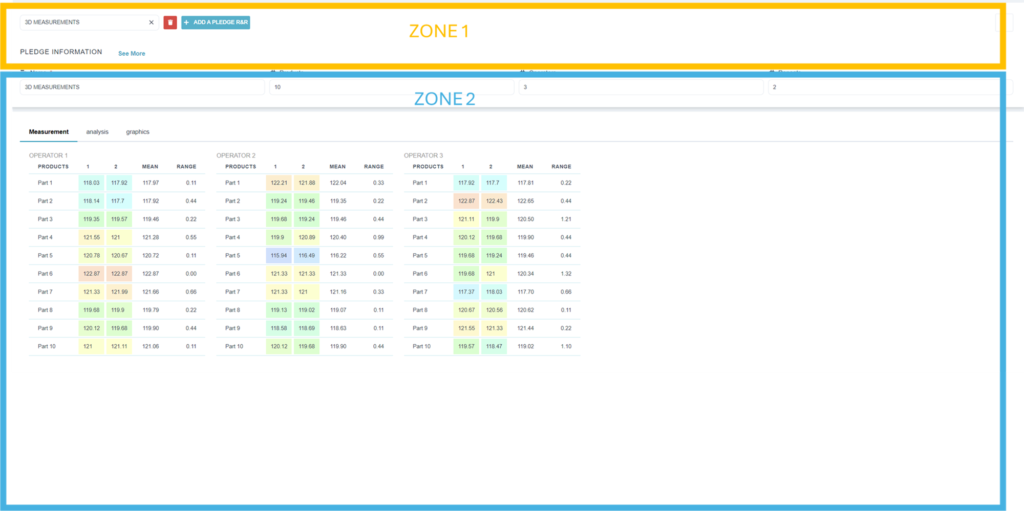
⇒ 1. zónaEz tartalmazza az előző lépésben megadott összes információt. Például az alkatrészek számát, a kezelők számát, az ismétlések számát, a szorítási módszert vagy a k értékét.
⇒ 2. zóna Itt adja meg az operátor által kapott eredményeket.
2. Az eredmények hasznosítása:
A 2. zónában 3 lapot érhet el. "mérések", "elemzés" és "grafikonok".
2.1.Elemzés:
Az elemzés lapon számos eredményt különböző táblázatokban mutatunk be:

⇒ Szóráselemzési táblázatA szóráselemzési táblázat egy R&R (megismételhetőségi és reprodukálhatósági) vizsgálatban a vizsgálat részeként elvégzett varianciaanalízis (ANOVA) eredményeinek bemutatására használt eszköz. Ez a táblázat összefoglalja a mérés különböző szórási forrásait, például a kezelők, az alkatrészek és a kettő közötti kölcsönhatás miatti eltéréseket. A variancia összetevőinek becslését is tartalmazza, mint például az ismételhetőségből (a kezelő azon képessége, hogy következetesen mérjen) és a reprodukálhatóságból (a különböző kezelők azon képessége, hogy következetes méréseket végezzenek) adódó variancia.

⇒ Gage R&R számítások a tűrések alapjánAz R&R (reprodukálhatósági és reprodukálhatósági) mérőszám kiszámítása a tűréshatárok alapján magában foglalja egy mérőműszer vagy rendszer mérési képességének értékelését a mért jellemzőkre meghatározott tűréshatárokhoz viszonyítva. Az e vizsgálat után ellenőrzött értékek a következők Cpc vagy a %R&R. a használt színkód megfelel a következőknek Cpc az eredménytáblázat feletti skálán. Ezek a kritériumok a választott szabványtól függnek (szabvány vagy IATF 16949).

⇒ Gage R&R számítások a gyártási szórás alapján A gyártási szóráson alapuló Gage R&R számítások a mérőrendszer mérési képességének értékelésére szolgáló módszer a tényleges gyártási adatok felhasználásával. Ez a módszer annak ellenőrzésére szolgál, hogy a mérőrendszer képes-e érzékelni a gyártási változékonyságot.
Az e vizsgálat után ellenőrzött értékek a következők NDCa Cpc vagy a %R&R. a használt színkód megfelel a következőknek Cpc az eredménytáblázat feletti skálán. Ezek a kritériumok a választott szabványtól függnek (szabvány vagy IATF 16949).

2.2 Grafika
A Grafika lap számos grafikát tartalmaz
⇒ Globális grafikon Minden grafikon azonos színű, hogy szemléltesse az egyes operátorok által elért ismétléseket.

⇒ Az átlag vagy a reprodukálhatóság grafikonjaA vízszintes tengelyen az alkatrészek, a függőleges tengelyen pedig az egyes operátorok által az egyes alkatrészeknél elért átlagos ismétlésszámok láthatók. Ezeket a grafikonokat reprodukálhatósági grafikonoknak is nevezik, mert ha a kezelők grafikonjai az összes rész esetében átfedik egymást, az egy jól reprodukálható módszerre utal.

⇒ Tartomány vagy ismételhetőségi grafikonA vízszintes tengelyen a részek, a függőleges tengelyen pedig az egyes operátorok által az egyes részeknél elért ismétlések száma látható. Ezeket a grafikonokat ismételhetőségi grafikonoknak is nevezik, mert ha a kezelők variációs tartományai minden alkatrész esetében ellenőrzés alatt maradnak, ez azt jelzi, hogy egyetlen alkatrész esetében sem volt a többitől jelentősen eltérő tartomány.

⇒ A variációs források Pareto-hozzájárulása a mérési módszerek variabilitásáhozA mérési módszer változékonyságának értékelésének részeként a variációs források Pareto-hozzájárulása grafikusan ábrázolja a különböző variációs forrásokat aszerint, hogy milyen hatással vannak a mérés általános változékonyságára. A legfontosabb variációs források csökkenő fontossági sorrendbe kerülnek, lehetővé téve a vezetők számára, hogy a fejlesztési erőfeszítéseket hatékonyan a mérési módszer variabilitásának fő okaira irányítsák.

⇒ **A variációs források Pareto-hozzájárulása a teljes variabilitáshoz (beleértve az alkatrészeket is):**A Gage R&R elemzéssel összefüggésben a variációs források Pareto-hozzájárulása a teljes variabilitáshoz (beleértve az alkatrészeket is) egy olyan elemzési eszköz, amelynek célja annak vizuális ellenőrzése, hogy az alkatrészekből eredő variabilitás nagyobb, mint magának a mérési módszernek a variabilitása.

A következő videó a mérőműszer R&R vizsgálatának különböző lépéseit mutatja be a cross-over ANOVA módszerrel.