L'analisi Gage R&R per i metodi quantitativi è un approccio analitico fondamentale nel campo del controllo qualità. Questo metodo valuta l'accuratezza e l'affidabilità dei sistemi di misura utilizzati per le caratteristiche quantitative, come dimensioni, pesi o valori numerici.
Ellistat offre una moltitudine di metodi di calcolo che si adattano a diversi scenari. Il diagramma seguente mostra i diversi metodi di calcolo offerti dal software.

Esempio: calibro R&R misurato con il metodo cross-over ANOVA:
Effettuare un'analisi del metodo di misurazione con dati quantitativi.

- Fare clic sul menu R&R del calibro
- Nella barra orizzontale: fare clic sul sottomenu Gage R&R mesures.
- Fare clic su "Aggiungi un impegno R&R".
- Completare le informazioni sul metodo di misurazione da convalidare.

⇒ Nome della gammaDesignazione della caratteristica quantitativa misurata, ad esempio diametro, forza, pressione, ecc.
⇒ ProdottiImpostare la quantità di prodotti.
⇒ Operatori numero di operatori.
⇒ Prove Numero di ripetizioni di misura per operatore e per pezzo.
⇒Processo di misurazione: Il nome dell'apparecchiatura del metodo di controllo o della macchina di controllo.
⇒ Tipo di tolleranza La tolleranza del misurando può essere :
- bilaterale (esempio 9,5 mm≤ Diametro ≤10,5 mm)
- unilaterale superiore: (esempio: Forza ≤50N )
- unilaterale inferiore (esempio: 1g/L ≤ Concentrazione)
⇒ Deviazione standard della produzione : Inserire la deviazione standard storica della caratteristica misurata. Questa deviazione standard viene utilizzata per calcolare il numero di categorie distinte.
⇒ Metodo di calcoloEllistat Data Analysis offre 5 metodi per calcolare gli indicatori di gestione R&R, come ad esempio Cpc, %R&R o NCD. Il diagramma seguente mostra questi 5 metodi di calcolo

⇒Standard In questa casella si sceglie lo standard per i criteri di accettazione. Ellistat offre due standard per la garanzia R&R:
- Lo standard classico: Cpc≥4 che corrisponde a un %R&R≤25% .
- Lo standard secondo IATF 16949: Cpc≥10 che corrisponde a un %R&R≤10%
⇒ Valore di KIl valore viene utilizzato nel calcolo degli indicatori di capacità %R&R. I valori di k proposti in Ellistat Data Analysis provengono da due standard.
- k=3 che deriva dal riferimento AIAG
- k=2 che proviene dal riferimento VDA
Il termine 2*k corrisponde al numero di deviazioni standard utilizzate per calcolare gli indicatori. %R&R e Cpc. Questo valore corrisponde generalmente a 6 (il 6 qui corrisponde semplicemente a k=3 -secondo l'AIAG-). Se il campione proviene da una popolazione normalmente distribuita, circa il 99,73% di tutti i punti dati rientreranno in questo intervallo. Altri valori comunemente utilizzati sono 5,15 per una copertura di 99% e 4 (il 4 qui corrisponde semplicemente a un k=2- secondo VDA-) per una copertura di 95%, rispettivamente.
- Dopo aver premuto il tasto di conferma, si apre la pagina di impegno delle misure R&R. Questa pagina presenta due aree
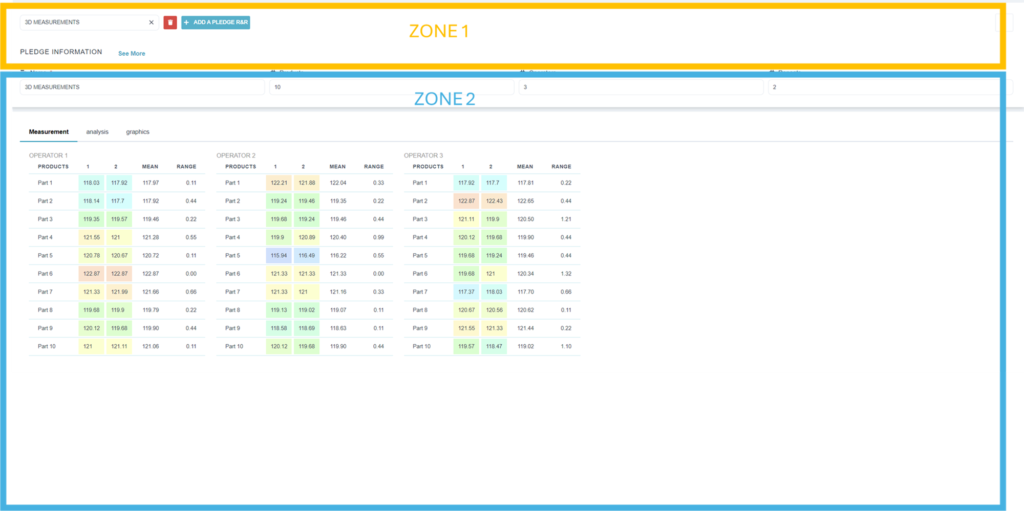
⇒ Zona 1Contiene tutte le informazioni inserite nella fase precedente. Ad esempio, il numero di pezzi, il numero di operatori, il numero di ripetizioni, il metodo di serraggio o il valore di k.
⇒ Zona 2 Qui si inseriscono i risultati ottenuti dall'operatore.
2. Sfruttamento dei risultati:
Nella zona 2 è possibile accedere a 3 schede. "Misure", "Analisi" e "Grafici".
2.1.Analisi:
Nella scheda Analisi, una serie di risultati sono presentati in diverse tabelle:

⇒ Tabella di analisi della dispersioneUna tabella di analisi della dispersione in uno studio di R&R (ripetibilità e riproducibilità) è uno strumento utilizzato per presentare i risultati dell'analisi della varianza (ANOVA) effettuata nell'ambito dello studio. Questa tabella riassume le diverse fonti di variazione della misura, come la variazione dovuta agli operatori, ai pezzi e all'interazione tra i due. Fornisce inoltre le stime delle componenti della varianza, come la varianza dovuta alla ripetibilità (la capacità di un operatore di misurare in modo coerente) e la varianza dovuta alla riproducibilità (la capacità di diversi operatori di ottenere misure coerenti).

⇒ Calcoli di R&R dei calibri basati sulle tolleranzeIl calcolo del Gage R&R (Repeatability and Reproducibility) sulla base delle tolleranze prevede la valutazione della capacità di misura di uno strumento o di un sistema di misura in relazione alle tolleranze specificate per le caratteristiche da misurare. I valori verificati dopo questo studio sono il Cpc o il %R&R. il codice colore utilizzato è conforme a Cpc presentati nella scala sopra la tabella dei risultati. Questi criteri dipendono dallo standard scelto (standard o IATF 16949).

⇒ Calcoli di R&R del calibro basati sulla dispersione della produzione I calcoli di R&R dei calibri basati sulla dispersione della produzione sono un metodo per valutare la capacità di misura di un sistema di misura utilizzando dati di produzione reali. Questo metodo viene utilizzato per verificare la capacità del sistema di misura di rilevare la variabilità della produzione.
I valori verificati dopo questo studio sono NDCil Cpc o il %R&R. il codice colore utilizzato è conforme a Cpc presentati nella scala sopra la tabella dei risultati. Questi criteri dipendono dallo standard scelto (standard o IATF 16949).

2.2 Grafica
La scheda Grafica contiene una serie di grafici
⇒ Grafico globale Ogni grafico ha lo stesso colore per illustrare le ripetizioni ottenute da ciascun operatore.

⇒ Grafico della media o della riproducibilitàL'asse orizzontale mostra le parti, mentre l'asse verticale mostra la media delle ripetizioni ottenute da ciascun operatore per ogni parte. Questi grafici sono noti anche come grafici di riproducibilità, perché quando i grafici degli operatori si sovrappongono per tutte le parti, ciò indica un metodo altamente riproducibile.

⇒ Grafico dell'intervallo o della ripetibilitàI pezzi sono rappresentati sull'asse orizzontale, mentre l'intervallo di ripetizioni ottenuto da ciascun operatore per ogni pezzo è mostrato sull'asse verticale. Questi grafici sono noti anche come grafici di ripetibilità, perché quando gli intervalli di variazione degli operatori rimangono sotto controllo per tutti i pezzi, ciò indica che non c'è stato un intervallo significativamente diverso dagli altri su un particolare pezzo.

⇒ Contributo di Pareto delle fonti di variazione nella variabilità dei metodi di misuraNell'ambito della valutazione della variabilità di un metodo di misura, il contributo di Pareto delle fonti di variazione fornisce una visualizzazione grafica delle diverse fonti di variazione in base al loro impatto sulla variabilità complessiva della misura. Le fonti di variazione più importanti sono classificate in ordine decrescente di importanza, consentendo ai responsabili di indirizzare efficacemente gli sforzi di miglioramento sulle principali cause di variabilità del metodo di misura.

⇒ **Contributo di Pareto delle fonti di variazione alla variabilità totale (compresi i pezzi):**Nel contesto dell'analisi Gage R&R, il contributo di Pareto delle fonti di variazione alla variabilità totale (compresi i pezzi) è uno strumento di analisi progettato per verificare visivamente che la variabilità dovuta ai pezzi sia maggiore della variabilità del metodo di misura stesso.

Il video seguente mostra le varie fasi di realizzazione dello studio di R&R dei calibri con il metodo dell'ANOVA cross-over.