
Un plan de contrôle réception permet de décider de l’acceptation d’un lot en fonction d’un prélèvement d’échantillons dans le lot. On prend en compte plusieurs types de prélèvement pour réaliser un plan de contrôle :
- Contrôle par attributs (plans simple, double, progressif)
- Contrôle par mesure (méthode S, s, progressif).
Le module IQC (Incoming Quality Control) d’Ellistat, permet non seulement de calculer les plans de contrôle normalisés mais également de créer des plans de contrôle personnalisés bien plus adaptés souvent que les plans normalisés.Le module IQC permet également de faire des contrôles réception avec n’importe quelle méthode. Même la méthode très innovante de contrôle réception aux mesures progressives. Il est a noté que cette méthode, à efficacité constante, permet de réduire considérablement les tailles d’échantillons.
Plan de contrôle réception aux attributs
Pour ce type de contrôle réception, on mesure chaque pièce selon une échelle OK/KO. L’acceptation du lot est réalisée si le nombre de KO mesurés est inférieur à une limite.
Le contrôle réception aux attributs peut être :
- Simple : on mesure une fois un certain nombre de pièces. L’acceptation du lot est définie à la fin de la mesure de l’ensemble des pièces.
- Double : on mesure un premier lot de pièces. Le lot est accepté si le nombre de défauts est inférieur à « Acceptation 1 ». Le lot est refusé si le nombre de défauts est supérieur à « Refus 1 ». Sinon on mesure un second lot de pièces et le lot est accepté si le nombre de défauts est inférieur à « Acceptation 2 ». Refusé sinon. Ce type de contrôle réception permet de limiter le nombre de pièces mesurées.
- Progressif : l’acceptation ou le refus du lot est calculé pour chaque mesure. Ce type de contrôle est le plus efficace. > En savoir plus
Avantage du contrôle réception aux attributs : simple à mettre en place
Inconvénient du contrôle réception aux attributs : ne permet pas d’obtenir un NQA inférieur à 1% sans augmenter de manière importante le nombre de pièces mesurées.
Plan de contrôle réception aux mesures
Pour ce type de contrôle réception, on mesure chaque pièce selon une échelle quantitative. L’acceptation du lot est réalisée si la moyenne du lot se trouve plus loin que k écart-type de la tolérance la plus proche (k ou facteur k étant défini par le contrôle de réception).
Le contrôle réception aux mesures peut être :
- Simple : on mesure une fois un certain nombre de pièces et l’acceptation du lot est défini à la fin de la mesure de l’ensemble des pièces,
- Progressif : l’acceptation ou le refus du lot est calculé pour chaque mesure. Ce type de contrôle est le plus efficace.
Avantage du contrôle réception aux mesures : limite très significativement le nombre de pièces mesurées par rapport à un contrôle aux attributs.
Inconvénient du contrôle aux mesures : Nécessite de mesurer chaque pièce quantitativement.
Courbe d’efficacité
Lorsque l’on met en place un contrôle de réception statistique, il faut être conscient qu’il n’est pas possible de stopper 100% des défauts entrants.
Le fournisseur et le client doivent donc se mettre d’accord sur un niveau de qualité acceptable, c’est-à-dire le pourcentage de défaut moyen que le contrôle de réception doit laisser passer.
La courbe d’efficacité du contrôle vise à prédire les résultats du contrôle en fonction du taux de qualité du lot mesuré.
Prenons l’exemple suivant:
On reçoit un lot de 1000 pièces contenant 50 défauts. Le contrôle de réception mis en place est le suivant. On contrôle 80 pièces du lot. Le lot est accepté si 1 défaut ou moins est mesuré. Sinon, on refuse le lot. D’après les lois de la statistique descriptive, on peut montrer que (ouvrir statistique descriptive/discontinue) :
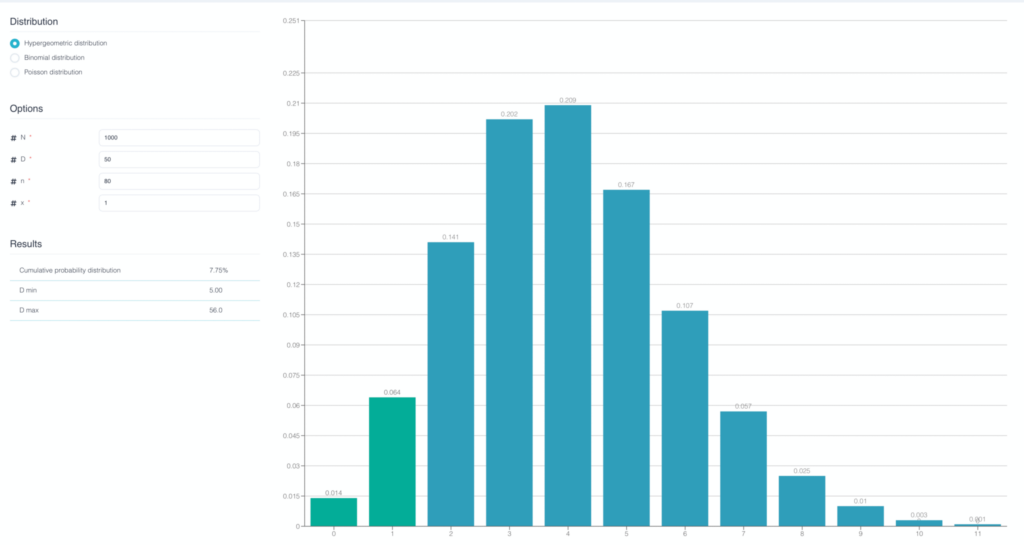
La probabilité de mesurer 1 défaut ou moins est de 7,7%. Par suite ce lot a 7,7% de chance d’être accepté et 92,7% de chance d’être refusé.
On peut donc prédire qu’avec un contrôle de 80 pièces et un niveau d’acceptation à 1 défaut, un lot de 1000 pièces contenant 5% de défaut à 7,7% de chance d’être accepté.
La courbe d’efficacité sert donc à donner pour l’ensemble des lots possibles la probabilité d’acceptation de ce lot. L’axe x de la courbe d’efficacité est le pourcentage de défaut contenu dans le lot. L’axe Y est le pourcentage d’acceptation.
La figure suivante montre la courbe d’efficacité d’un contrôle de 80 pièces et un niveau d’acceptation à 1 défaut :
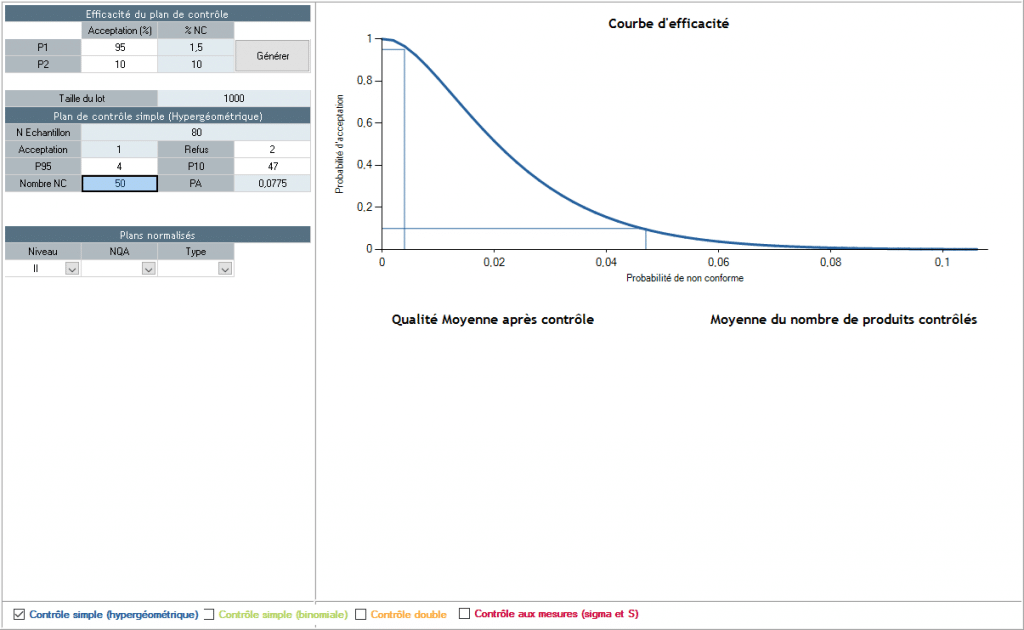
On observe effectivement que s’il y a 50 défauts, le niveau d’acceptation est à 7,7%.
P95 et P10
Pour caractériser cette courbe, on utilise en général deux points caractéristiques de la courbe :
P95 : Le P95 correspond au taux de défaut d’un lot provoquant un niveau d’acceptation à 95% avec le contrôle mis en place. Dans l’exemple précédent, le P95 est de 4, c’est-à-dire qu’un lot contenant 4 défauts a 95% de chance d’être accepté.
P10 : Le P10 correspond au taux de défaut d’un lot provoquant un niveau d’acceptation à 10% avec le contrôle mis en place. Dans l’exemple précédent, le P10 est de 47, c’est-à-dire qu’un lot contenant 47 défauts a 10% de chance d’être accepté.
