¿Qué tecnología elegir para su taller?
L’APC (Control automatizado de procesos) y el CLM (Fabricación en bucle cerrado) ocupan ahora un lugar central en la industria del torneado de precisión. Se presentan como las soluciones definitivas para eliminar los desechos y automatizar las correcciones de herramientas. Pero, ¿cuáles son las diferencias fundamentales entre ambas? ¿Debería optar por una solución de «control automatizado de procesos» o por un enfoque de «fabricación en bucle cerrado»? Analicemos estos dos conceptos para ayudarle a ver las cosas con más claridad.
¿Qué es APC?
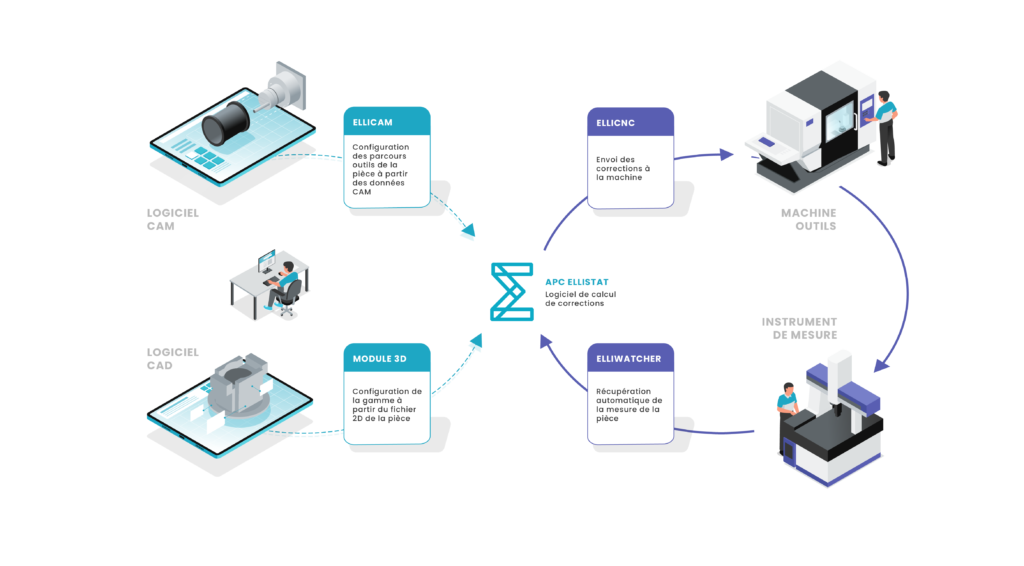
L’Control automatizado de procesos (APC) es una arquitectura de software que permite controlar dinámicamente la máquina herramienta. Concretamente, el APC interviene para reducir la diferencia entre la pieza producida y su modelo ideal. Este sistema se basa en tres pilares:
- La medida : Adquisición de datos mediante un útil de control (calibre, palpador, máquina tridimensional, etc.).
- Análisis: Cálculo estadístico de la deriva en relación con la dimensión nominal.
- Corrección: Transmisión automática de los valores de decalaje de la herramienta al CNC.
En un entorno de alta precisión, el APC es una baza importante para estabilizar la producción sin que el operario tenga que intervenir en los desplazamientos de la máquina.
¿Qué es la fabricación en bucle cerrado?
Le Fabricación en bucle cerrado (CLM), La fabricación en bucle cerrado (CLM) es un método integrado para garantizar la eficacia y la conformidad de la producción en tiempo real. Al igual que el APC, la CLM utiliza un bucle de retroalimentación continua para optimizar el rendimiento:
- La medida : Recupera las dimensiones reales de la pieza tras el mecanizado.
- Análisis: Determinación automática de la corrección necesaria (dirección y amplitud).
- Corrección: Ajuste inmediato de los parámetros de la máquina para la siguiente pieza.
La CLM es especialmente apreciada por su capacidad para mantener las dimensiones estrictamente dentro de las tolerancias, lo que reduce la dependencia de la pericia manual y limita las paradas de producción.
¿Por qué crear estos sistemas?
Ya se llame APC o Closed Loop Manufacturing, la corrección automatizada de herramientas ofrece ventajas cruciales para la competitividad de un taller:
- Reducción drástica de los residuos : El sistema reacciona a la primera señal de desviación, incluso antes de que se superen los límites de tolerancia.
- Optimizar la plantilla : Los operarios ya no pierden tiempo introduciendo valores de corrección y pueden concentrarse en tareas de mayor valor añadido.
- Calidad constante: La «primera pieza» se cumple más rápidamente y la deriva térmica se compensa automáticamente a lo largo del día.
¿Cómo se calcula el aumento de rendimiento?
Los requisitos previos para medir la eficacia del APC o de la fabricación en bucle cerrado son exactamente los mismos. Tendrá que comparar su tasa de rechazo actual con la obtenida tras la automatización. Los resultados suelen ser claros: las empresas que utilizan estas tecnologías registran hasta 90 % para la reducción de residuos y una caída de 75 % manual operations en los marcadores.
Diferencias clave entre APC y fabricación en bucle cerrado
Ya que se ha formulado la pregunta, he aquí la respuesta: APC y Closed Loop Manufacturing son estrictamente idénticos.
Se trata simplemente de dos terminologías para un mismo concepto: la esclavitud de la máquina herramienta a un medio de medición. L’APC es un término acuñado por Ellistat para designar su módulo de control de máquinas herramienta, mientras que el término Fabricación en bucle cerrado es el término estándar utilizado en el mundo del mecanizado para describir este mismo bucle de retroalimentación.
Pasar de una a otra no requiere ningún cambio de filosofía, sólo una adaptación del vocabulario comercial 😉
Conclusión
Tanto si decide hablar de «control automatizado de procesos» como de «fabricación en bucle cerrado», el objetivo sigue siendo el mismo: una fábrica más inteligente con menos residuos. Lo importante no son las siglas del folleto, sino la capacidad de sus equipos de autocorregirse para garantizar su rentabilidad. Para maximizar su potencial, ¡es hora de cerrar el bucle!