Milyen technológiát válasszon a műhelyéhez?
L’APC (Automatizált folyamatirányítás) és a CLM (Zártkörű gyártás) a precíziós esztergálási iparban a középpontba kerültek. Úgy mutatják be őket, mint a végső megoldást a selejt kiküszöbölésére és a szerszámkorrekciók automatizálására. De mi az alapvető különbség a kettő között? Az automatizált folyamatirányítási megoldást vagy a zárt láncú gyártás megközelítést válassza? Nézzük meg közelebbről ezt a két fogalmat, hogy segítsen tisztábban látni a dolgokat.
Mi az APC?
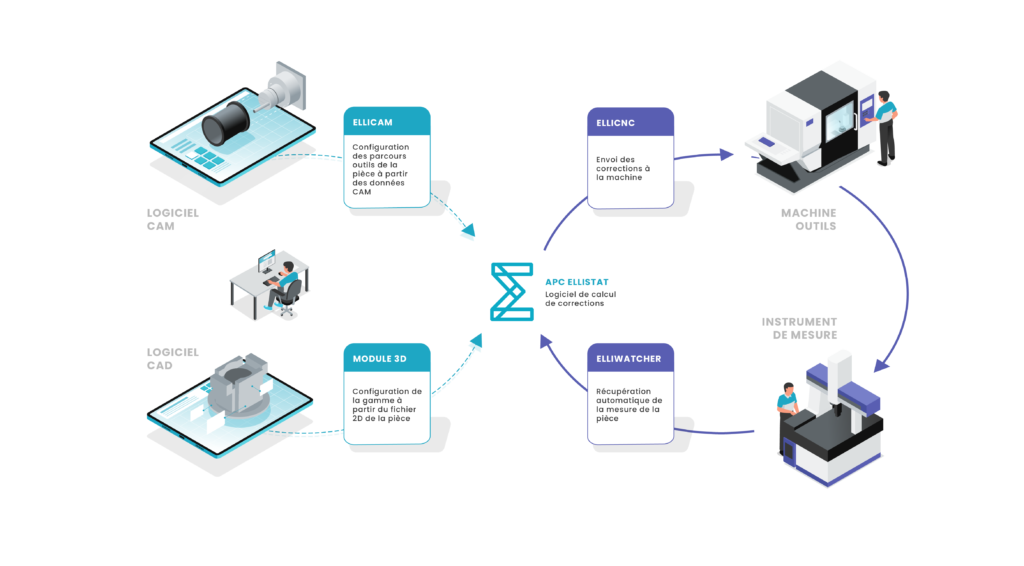
L’Automatizált folyamatirányítás (APC) egy olyan szoftverarchitektúra, amely lehetővé teszi a szerszámgép dinamikus vezérlését. Konkrétan az APC beavatkozik, hogy csökkentse a legyártott alkatrész és az ideális modellje közötti eltérést. Ez a rendszer három pilléren alapul:
- Az intézkedés : Adatgyűjtés ellenőrző eszközzel (mérőkalauz, tapintó, háromdimenziós gép stb.).
- Elemzés: Az eltolódás statisztikai számítása a névleges mérethez viszonyítva.
- Helyesbítés: A szerszám eltolási értékek automatikus továbbítása a CNC-hez.
A nagy pontosságú környezetben az APC nagyban hozzájárul a termelés stabilizálásához anélkül, hogy a kezelőnek be kellene avatkoznia a gép eltolásaiba.
Mi az a zárt láncú gyártás?
Le Zárt ciklusú gyártás (CLM), A CLM, vagyis a zárt láncú gyártás egy integrált módszer a termelés hatékonyságának és megfelelőségének valós idejű biztosítására. Az APC-hez hasonlóan a CLM is folyamatos visszacsatolási hurkot használ a teljesítmény optimalizálására:
- Az intézkedés : Visszaállítja az alkatrész tényleges méreteit a megmunkálás után.
- Elemzés: A szükséges korrekció automatikus meghatározása (irány és amplitúdó).
- Helyesbítés: A gép paramétereinek azonnali beállítása a következő alkatrészhez.
A CLM-et különösen nagyra értékelik azért, mert képes a méreteket szigorúan a tűréshatárokon belül tartani, csökkentve ezzel a kézi szakértelemtől való függőséget és korlátozva a termelés leállásait.
Miért kell ilyen rendszereket létrehozni?
Akár APC-nek, akár Closed Loop Manufacturingnek hívják, az automatizált szerszámkorrekció döntő előnyöket kínál a műhelyek versenyképessége szempontjából:
- A hulladék mennyiségének drasztikus csökkentése : A rendszer a drift első jelére reagál, még a tűréshatárok túllépése előtt.
- A munkaerő optimalizálása : Az üzemeltetők nem vesztegetik tovább az időt a korrekciós értékek bevitelére, és a nagyobb hozzáadott értékű feladatokra koncentrálhatnak.
- Következetes minőség: Az «első darab» gyorsabban megfelel a követelményeknek, és a hőingadozás automatikusan kompenzálódik a nap folyamán.
Hogyan számolja ki a teljesítménynövekedést?
Az APC vagy a zárt láncú gyártás hatékonyságának méréséhez pontosan ugyanazok az előfeltételek. Össze kell hasonlítania a jelenlegi selejtarányt az automatizálás után kapott arányokkal. Az eredmények gyakran egyértelműek: az ezeket a technológiákat alkalmazó vállalatok akár 90 % a hulladékcsökkentéshez és a csökkenés 75 % kézi műveletek a jelölőkön.
Az APC és a zárt láncú gyártás közötti legfontosabb különbségek
Mivel a kérdést feltették, itt a válasz: Az APC és a Closed Loop Manufacturing szigorúan azonosak.
Ez egyszerűen két terminológia egy és ugyanazon fogalomra: a szerszámgépnek egy mérőeszközhöz való rendelése. L’APC az Ellistat által a szerszámgép-vezérlő moduljának megnevezésére kitalált kifejezés, míg a Zártkörű gyártás a megmunkálás világában használt szabványos kifejezés ugyanennek a visszacsatolási huroknak a leírására.
Az egyikről a másikra való áttérés nem igényel filozófiai változást, csak a kereskedelmi szókincs adaptálását 😉.
Következtetés
Akár az «automatizált folyamatirányításról», akár a «zárt láncú gyártásról» beszélünk, a cél ugyanaz marad: egy okosabb gyár, kevesebb hulladékkal. Nem a prospektuson szereplő betűszó a fontos, hanem az, hogy az Ön berendezései képesek-e az önkorrekcióra a jövedelmezőség biztosítása érdekében. A lehetőségek maximalizálása érdekében itt az ideje, hogy bezárja a hurkot!