Die Gage R&R-Analyse für quantitative Methoden ist ein grundlegender analytischer Ansatz im Bereich der Qualitätskontrolle. Diese Methode bewertet die Genauigkeit und Zuverlässigkeit von Messsystemen, die für quantitative Merkmale wie Maße, Gewichte oder Zahlenwerte verwendet werden.
Ellistat bietet eine Vielzahl von Berechnungsmethoden, die für verschiedene Szenarien geeignet sind. Das folgende Diagramm zeigt die verschiedenen Berechnungsmethoden, die von der Software angeboten werden.

Beispiel: Gage R&R Messung mit der Kreuz ANOVA Methode:
Um eine Analyse von Messmethoden mit quantitativen Daten durchzuführen.

- Klicken Sie auf das Menü Gage R&R
- In der horizontalen Leiste: Klicken Sie auf das Untermenü Gage R&R Maßnahmen.
- Klicken Sie auf "R&R Pfand hinzufügen".
- Ergänzen Sie die Informationen über die zu validierende Messmethode.

⇒ Name der ReiheBezeichnung des gemessenen quantitativen Merkmals. Beispiel: Durchmesser, Kraft, Druck... etc.
⇒ Produkte: Setzen Sie die Menge der Produkte.
⇒ Operatoren : Anzahl der Operatoren.
⇒ Wiederholungen : Anzahl der Messwiederholungen pro Bediener pro Raum.
⇒Prozess der Messung: Der Name der Ausrüstung der Prüfmethode oder der Prüfmaschine.
⇒ Art der Toleranzen : Die Toleranz des Messwerts kann :
- bilateral (Beispiel 9.5mm≤ Durchmesser ≤10.5mm)
- einseitige obere Kraft: (Beispiel: Kraft ≤50N )
- einseitige untere (Beispiel: 1g/L ≤ ≤ Konzentration)
⇒ Standardabweichung Produktion : Setze die historische Standardabweichung des gemessenen Merkmals ein. Diese Standardabweichung wird verwendet, um die Anzahl der unterschiedlichen Kategorien zu berechnen
⇒ Methode der Berechnung: Ellistat Data Analysis bietet 5 Methoden zur Berechnung von R&R-Pfandindikatoren wie dem Cpc, %R&R oder NCD. Das folgende Schema zeigt diese 5 Berechnungsmethoden

⇒Standard Standard: In diesem Feld wählen Sie den Standard für die Annahmekriterien. Für das R&R-Pfand schlägt Ellistat zwei Standards vor:
- Der klassische Standard : Cpc≥4 die einem %R&R≤25% .
- Der Standard nach IATF 16949: Cpc≥10 die einem %R&R≤10%
⇒ Wert von K: Der Wert wird in der Berechnung der %R&R Fähigkeitsindikatoren verwendet. Die in Ellistat Data Analysis vorgeschlagenen k-Werte stammen aus zwei Standards.
- k=3, das aus der AIAG-Referenz stammt
- k=2, das aus der VDA-Referenz stammt
Der Term 2*k entspricht der Anzahl der Standardabweichungen, die zur Berechnung der Indikatoren verwendet werden. %R&R und Cpc. Dies entspricht normalerweise 6 (die 6 hier entspricht einfach einem k=3 -nach AIAG-). Wenn die Stichprobe aus einer normalverteilten Population stammt, dann würden etwa 99,73% aller Datenpunkte in diesen Bereich fallen. Andere häufig verwendete Werte sind 5,15 für eine Abdeckung von 99% bzw. 4 (die 4 hier entspricht einfach einem k=2-nach VDA-) für eine Abdeckung von 95%.
- Wenn Sie auf bestätigen drücken, öffnet sich die unten abgebildete R&R-Pfandseite Maßnahmen. Diese Seite besteht aus zwei Bereichen
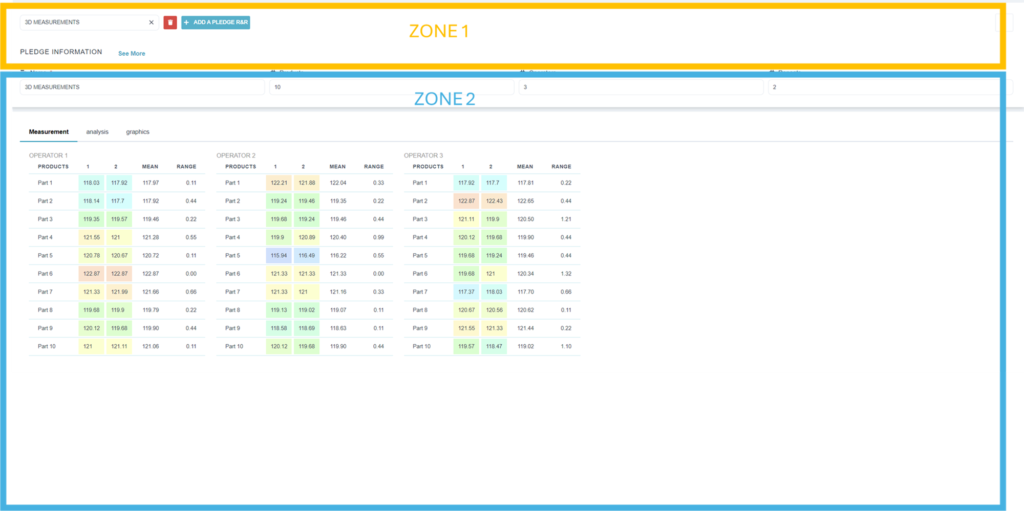
⇒ Zone 1: enthält alle Informationen, die im vorherigen Schritt eingegeben wurden. Dazu gehören z. B. die Anzahl der Teile, die Anzahl der Bediener, die Anzahl der Wiederholungen, die Klopfmethode oder der k-Wert.
⇒ Zone 2 : Dies ist der Bereich für die Eingabe der Ergebnisse. In diesem Bereich werden wir die erzielten Ergebnisse eingeben, die pro Operator erzielt wurden.
2. Nutzung der Ergebnisse:
In Feld 2 kann man auf 3 Registerkarten zugreifen. "Messungen", "Analyse" und "Grafiken".
2.1.Analyse:
Auf der Registerkarte Analyse werden mehrere Ergebnisse in verschiedenen Tabellen dargestellt:

⇒ Tabelle Dispersionsanalyse: Eine Tabelle zur Streuungsanalyse in einer R&R-Studie (Reproduzierbarkeit und Reproduzierbarkeit) ist ein Werkzeug, das zur Darstellung der Ergebnisse der Varianzanalyse (ANOVA) verwendet wird, die im Rahmen dieser Studie durchgeführt wurde. Diese Tabelle fasst die verschiedenen Quellen der Variation in der Messung zusammen, wie z. B. die Variation durch Bediener, Teile und die Interaktion zwischen beiden. Sie enthält auch Schätzungen der Varianzkomponenten, wie die Varianz aufgrund der Wiederholbarkeit (die Fähigkeit eines Bedieners, konsistent zu messen) und die Varianz aufgrund der Reproduzierbarkeit (die Fähigkeit verschiedener Bediener, konsistente Messungen zu erhalten).

⇒ Gage R&R-Berechnungen anhand von ToleranzenDie Berechnung der R&R-Gage (Reproduzierbarkeit und Reproduzierbarkeit) aus den Toleranzen beinhaltet die Bewertung der Messfähigkeit eines Messgeräts oder Messsystems im Vergleich zu den für die gemessenen Merkmale festgelegten Toleranzen. Die Werte, die nach dieser Studie überprüft werden, sind der Cpc oder das %R&R. der verwendete Farbcode entspricht den Kriterien des Cpc auf der Skala über der Ergebnistabelle dargestellt. Diese Kriterien hängen vom gewählten Standard ab (Standard oder IATF 16949).

⇒ Berechnungen Gage R&R aus der Produktionsstreuung : Die Berechnungen des R&R Gage aus der Produktionsstreuung sind eine Methode zur Bewertung der Messfähigkeit eines Messsystems unter Verwendung tatsächlicher Produktionsdaten. Diese Methode wird verwendet, um die Fähigkeit des Messsystems zu überprüfen, die Variabilität der Produktion zu erkennen.
Die Werte, die man nach dieser Studie überprüft, sind der NDCam Cpc oder das %R&R. der verwendete Farbcode entspricht den Kriterien des Cpc auf der Skala über der Ergebnistabelle dargestellt. Diese Kriterien hängen vom gewählten Standard ab (Standard oder IATF 16949).

2.2 Grafiken
Auf der Registerkarte Grafik befinden sich verschiedene Grafiken
⇒ Globale Grafik : Auf der Abszisse die Teile und auf der Ordinate die Messungen und jedes Diagramm in der gleichen Farbe veranschaulicht die von jedem Bediener erzielten Wiederholungen.

⇒ Grafik des Mittelwerts oder der Reproduzierbarkeit: Auf der horizontalen Achse sind die Teile angeordnet, während auf der vertikalen Achse die durchschnittlichen Wiederholungen dargestellt sind, die von jedem Bediener für jedes Teil erzielt wurden. Diese Grafiken werden auch als Reproduzierbarkeitsgrafiken bezeichnet, denn wenn sich die Grafiken der Bediener bei allen Teilen überlappen, deutet dies auf eine hochgradig reproduzierbare Methode hin.

⇒ Graphische Darstellung des Umfangs oder der Wiederholbarkeit: Die Teile werden auf der horizontalen Achse dargestellt, während die Spannweite der Wiederholungen, die von jedem Bediener für jedes Teil erzielt wurden, auf der vertikalen Achse angegeben ist. Diese Diagramme werden auch als Wiederholbarkeitsdiagramme bezeichnet, denn wenn die Schwankungsbereiche der Bediener bei allen Teilen unter Kontrolle bleiben, deutet dies darauf hin, dass bei einem bestimmten Teil kein Bereich erzielt wurde, der sich signifikant von den anderen unterscheidet.

⇒ Pareto-Beitrag Variationsquellen in der Variabilität der Messmethoden: Im Rahmen der Bewertung der Variabilität einer Messmethode ermöglicht das Pareto des Beitrags der Variationsquellen die grafische Darstellung der verschiedenen Variationsquellen entsprechend ihrer Auswirkungen auf die Gesamtvariabilität der Messung. Die wichtigsten Variationsquellen werden in absteigender Reihenfolge ihrer Bedeutung aufgelistet, was es den Verantwortlichen ermöglicht, die Verbesserungsbemühungen effektiv auf die Hauptursachen der Variabilität der Messmethode auszurichten.

⇒ **Pareto des Beitrags der Variationsquellen zur Gesamtvariabilität (inkl. Teile):**Im Kontext der Gage R&R-Analyse ist das Pareto des Beitrags der Variationsquellen zur Gesamtvariabilität (inkl. Teile) ein Analyseinstrument zur visuellen Überprüfung, ob die Variabilität durch die Teile größer ist als die Variabilität durch die Messmethode selbst.

Das folgende Video zeigt die einzelnen Schritte zur Durchführung der Studie gage R&R mesures mit der Methode cross ANOVA.