Gage R&R for quantitative methods is a fundamental analytical approach to quality control. This method evaluates the accuracy and reliability of measuring systems used for quantitative characteristics, such as dimensions, weights or numerical values.
Ellistat offers a multitude of calculation methods that are adapted to various scenarios. The diagram below shows the different calculation methods proposed by the software.

Example: R&R gage measured with the cross ANOVA method:
To perform a measurement method analysis with quantitative data.

- Click on the Gage R&R menu
- In the horizontal bar: click on the Gage R&R mesures submenu.
- Click on "add a Gage R&R".
- Complete the information on the measurement method to be validated.

⇒ Range nameDesignation of the quantitative characteristic measured, e.g. diameter, force, pressure, etc.
⇒ ProductsSet product quantity.
⇒ Operators number of operators.
⇒ Rehearsals number of measurement repetitions per operator per part.
⇒Measurement process: The name of the control method equipment or control machine.
⇒ Type of tolerances The measurand tolerance can be :
- bilateral (e.g. 9.5mm≤ Diameter ≤10.5mm)
- unilateral superior: (example: Force ≤50N )
- lower unilateral (example: 1g/L ≤ Concentration)
⇒ Production standard deviation: Set the historical standard deviation of the measured characteristic. This standard deviation is used to calculate the number of distinct categories.
⇒ Calculation methodEllistat Data Analysis offers 5 methods for calculating R&R indicators such as Cpc, %R&R or NCD. The diagram below shows these 5 calculation methods

⇒Standard In this box, select the standard for the acceptance criteria. For R&R Ellistat offers two standards:
- The classic standard: Cpc≥4 which corresponds to a %R&R≤25% .
- Standard according to IATF 16949: Cpc≥10 which corresponds to a %R&R≤10%
⇒ K valueThe value is used in the calculation of %R&R capability indicators. The k values proposed in Ellistat Data Analysis come from two standards.
- k=3 which comes from the AIAG reference
- k=2 which comes from the VDA Standard reference
The term 2*k corresponds to the number of standard deviations used to calculate the indicators. %R&R and Cpc. This usually corresponds to 6 (the 6 here simply corresponds to k=3 -according to AIAG-). If the sample comes from a normally distributed population, then approximately 99.73% of all data points would fall within this range. Other commonly used values are 5.15 for a coverage of 99% and 4 (the 4 here simply corresponds to a k=2-according to VDA-) for a coverage of 95%, respectively.
- When you click on validate, the R&R measures pledge page below opens. This page consists of two areas
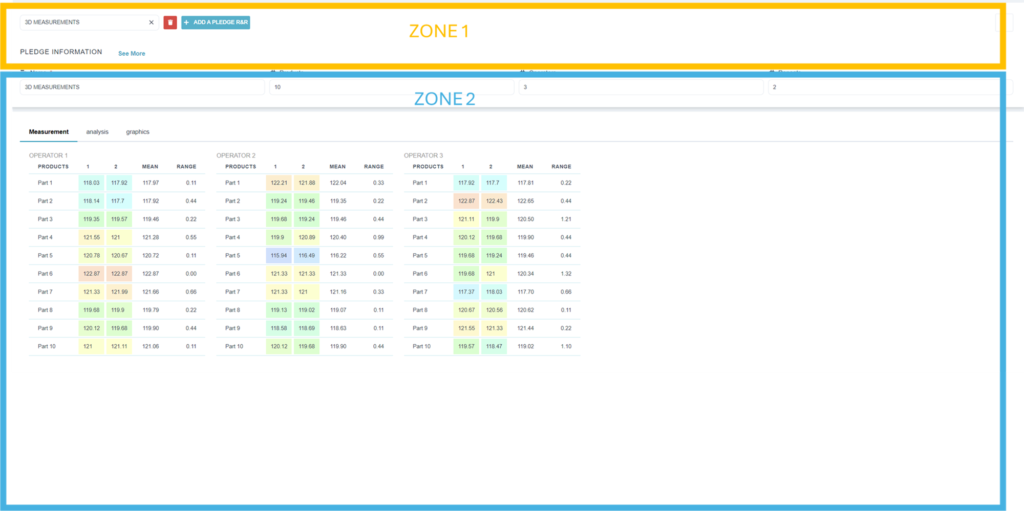
⇒ Zone 1This contains all the information entered in the previous step. Such as the number of parts, the number of operators, the number of repetitions, the claculation method, or the k value.
⇒ Zone 2 This is where you enter the results obtained by operator.
2. Using the results
In zone 2, you can access 3 tabs. "measurements", "analysis" and "graphics".
2.1 Analysis
In the analysis tab, several results are presented in different tables:

⇒ Dispersion analysis tableAn analysis of dispersion table in an R&R (Repeatability and Reproducibility) study is a tool used to present the results of the analysis of variance (ANOVA) performed as part of this study. This table summarizes the various sources of variation in the measurement, such as variation due to operators, parts and the interaction between the two. It also provides estimates of variance components, such as variance due to repeatability (the ability of an operator to measure consistently) and variance due to reproducibility (the ability of different operators to obtain consistent measurements).

⇒ Gage R&R calculations based on tolerancesCalculating the R&R (Repeatability and Reproducibility) Gage from tolerances involves evaluating the measuring capability of a measuring instrument or system in relation to the tolerances specified for the characteristics measured. The values verified after this study are the Cpc or the %R&R. the color code used complies with Cpc presented on the scale above the results table. These criteria depend on the standard chosen (standard or IATF 16949).

⇒ Gage R&R calculations based on production dispersion Gage R&R calculations based on production dispersion are a method of assessing the measuring capability of a measuring system using actual production data. This method is used to verify the measuring system's ability to detect production variability.
The values verified after this study are NDCthe Cpc or the %R&R. the color code used complies with Cpc presented on the scale above the results table. These criteria depend on the standard chosen (standard or IATF 16949).

2.2 Graphics
In the Graphics tab, you'll find various graphics
⇒ Global graph Each graph has the same color to illustrate the repetitions obtained by each operator.

⇒ Graph of average or reproducibilityThe horizontal axis shows the parts, while the vertical axis shows the average repetitions obtained by each operator for each part. These graphs are also known as reproducibility graphs, because when the operators' graphs overlap for all parts, this indicates a highly reproducible method.

⇒ Range or repeatability graphThe parts are represented on the horizontal axis, while the range of repetitions obtained by each operator for each part is shown on the vertical axis. These graphs are also called repeatability graphs, because when the operators' variation ranges remain under control for all parts, this indicates that there was no significantly different range from the others on any particular part.

⇒ Pareto contribution of sources of variation in the variability of measurement methodsWhen assessing the variability of a measurement method, the Pareto contribution of sources of variation allows you to graphically visualize the different sources of variation according to their impact on the overall variability of the measurement. The most important sources of variation are ranked in descending order of importance, enabling managers to effectively target improvement efforts on the main causes of measurement method variability.

⇒ **Pareto contribution of sources of variation to total variability (including parts):**In the context of Gage R&R analysis, the Pareto contribution of sources of variation to total variability (including parts) is an analysis tool designed to visually verify that the variability due to parts is greater than the variability of the measurement method itself.

The following video shows the various steps involved in carrying out a gage R&R study using the cross-analysis ANOVA method.